Welcome to Escape Collective. Please select your language.
Please note that this is an automated translation and it will not be perfect. All articles have been written in English and if anything appears to not make sense, please double check in English.
Aaron Barcheck founded Mosaic Cycles in 2009 in Boulder, Colorado, with the goal of becoming a premium builder of custom titanium and steel bicycle frames. Almost fifteen years later, Mosaic essentially now builds on only in titanium – steel will only be featured in “limited editions” moving forward – and Barcheck has earned a reputation of one of the premier builders in the category.
You want that coveted stack of dimes? He’s got you.
“When I founded Mosaic in 2009 I had two main goals. First was to create an environment where this type of work can be done professionally,” Barcheck said. “I wanted to have a career in manufacturing frames and wanted space for this work to continue into the future for myself and others. And second I wanted handmade bicycles to have a larger presence in the bicycle world. I felt, and still do, the approach we take to making metal bikes has so much to offer and wanted to be a part of bringing this to a larger audience.”
Some titanium-focused brands seem compelled to push the technology envelope with things like more radical tube shaping and advanced manufacturing processes like 3D printing. However, Mosaic has so far been content to stick with the tried and true. The tubing is mostly round with more traditional-looking bends, and parts are still CNC machined, with material cut away from a bigger hunk of metal instead of iteratively built grain-by-grain with a laser. And not only are anodized finishes still not on the Mosaic menu of options, the company doubled down on paint after purchasing Spectrum Powder Works (now Spectrum Paint and Powderworks) in 2016.
Call Barcheck stubborn if you’d like, but the formula is working.
The company is on track to build around 350 frames in 2023, and while some high-end brands are seeing painfully dramatic reversals of fortune from pre-COVID times, Mosaic is supposedly still growing. In fact, Barcheck is currently looking to add a customer service person and another painter to their small-and-efficient team of six.
What’s the secret? While the bikes are widely viewed as truly premium, the fact of the matter is there isn’t a ton physically that elevates a Mosaic above its competition. Instead, Barcheck would argue it’s the business systems and production processes he put in place years ago.
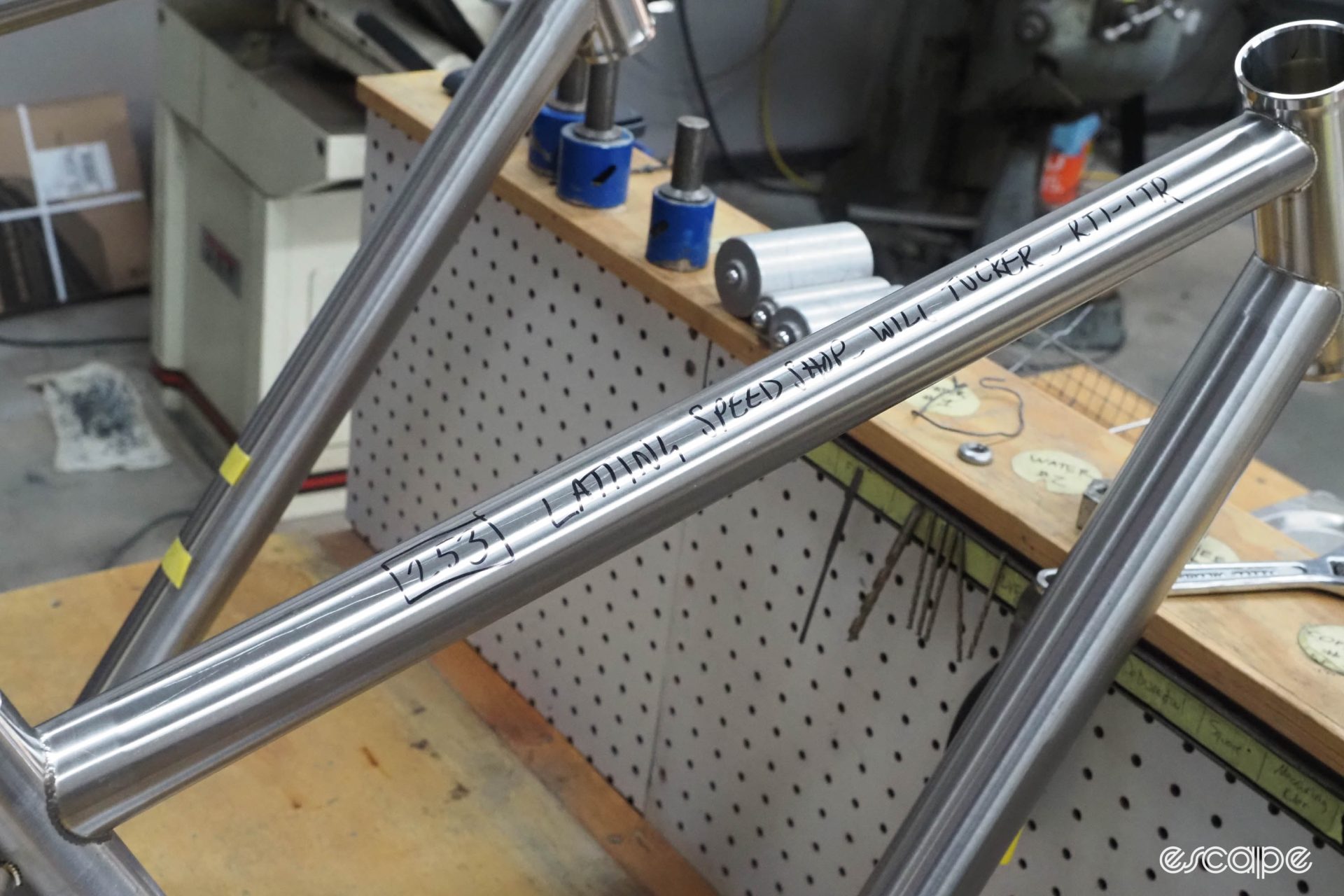
Most Mosaic frames aren’t manufactured entirely from raw tubing when an order is placed. Instead, the majority of the sub-assemblies that go into a frame are actually already built in batches well in advance. Dropouts are already welded to pre-bent chainstays, main tubes are already cut to approximate lengths, and so on. In many cases, it’s just a matter of finalizing the tubing lengths and miters, and assembling the assortment of small bits a customer requests. Want a stock geometry? There’s a good chance the one you want is mostly done, already welded up and hanging on a rack, and waiting for final touches like chainstay and seatstay bridges, bottle and accessory mounts, and finish.
All of this planning allows Mosaic to put a custom frame in a dealer’s hands supposedly just six weeks from the time a customer places an order, including paint – a fraction of the time quoted by most other brands. Litespeed’s currently quoting 12-15 weeks. Seven Cycles is better at nine. Sage? 10-12 weeks. No. 22? 25. For some particularly boutiquey brands, the wait can be far longer.
You get the point.
Six weeks still isn’t quite the instant gratification you can get from buying a bike straight off the showroom floor, but in this world, that’s awfully close.
Next up in our Behind the Curtain series of factory tours: Bridge Bike Works and Framework Bicycles. And got any suggestions for other factories we should visit? Let us know in the comment section.
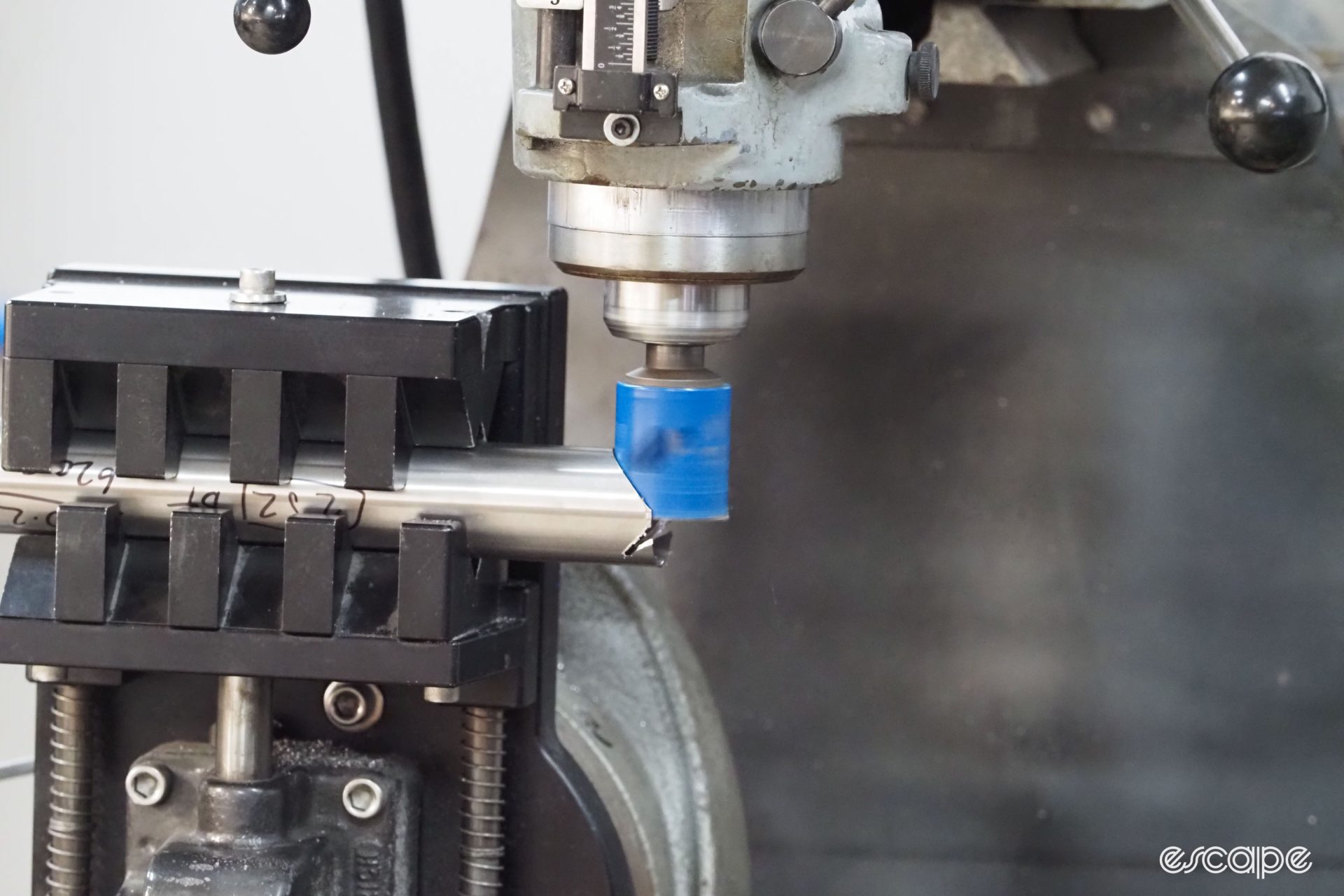
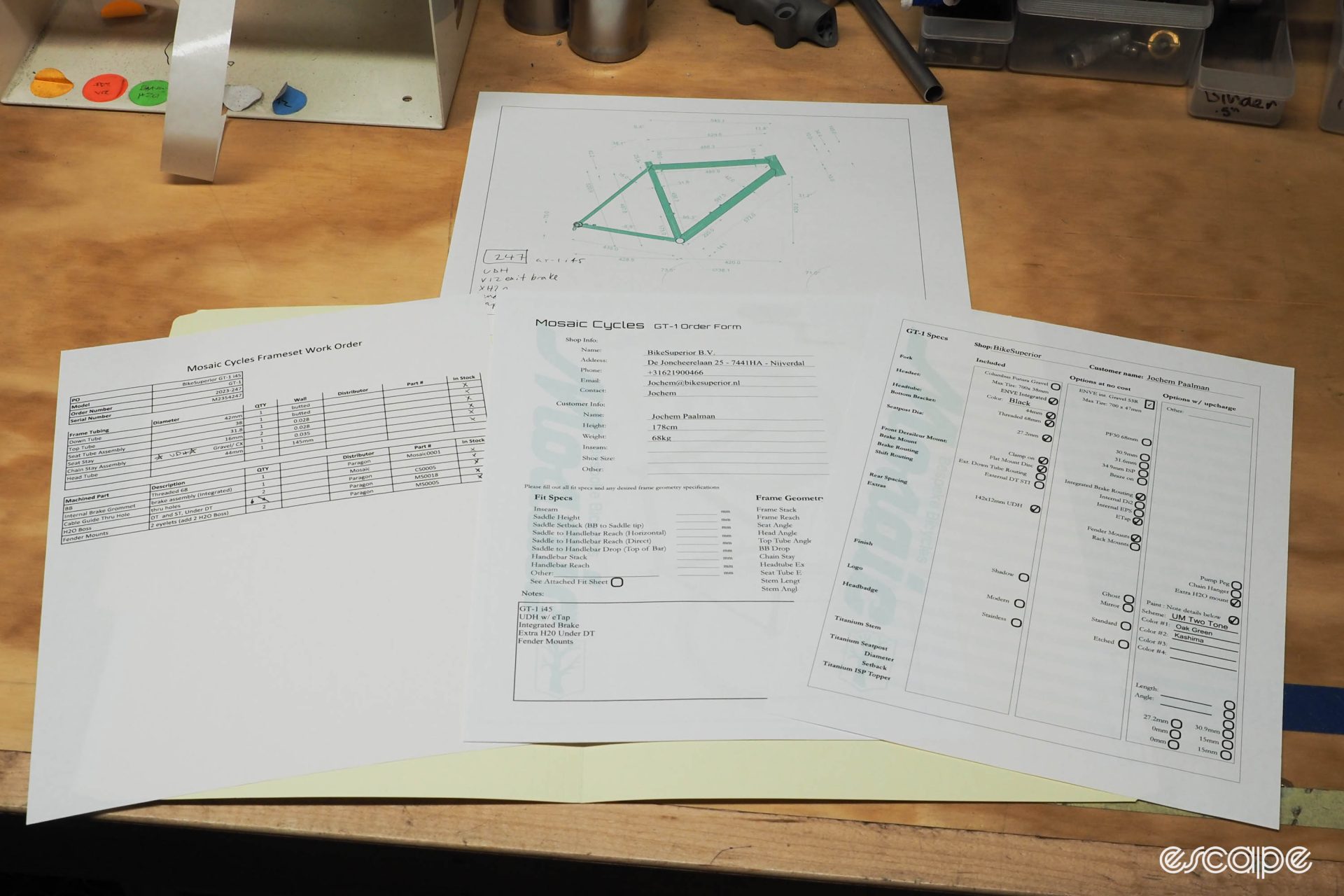
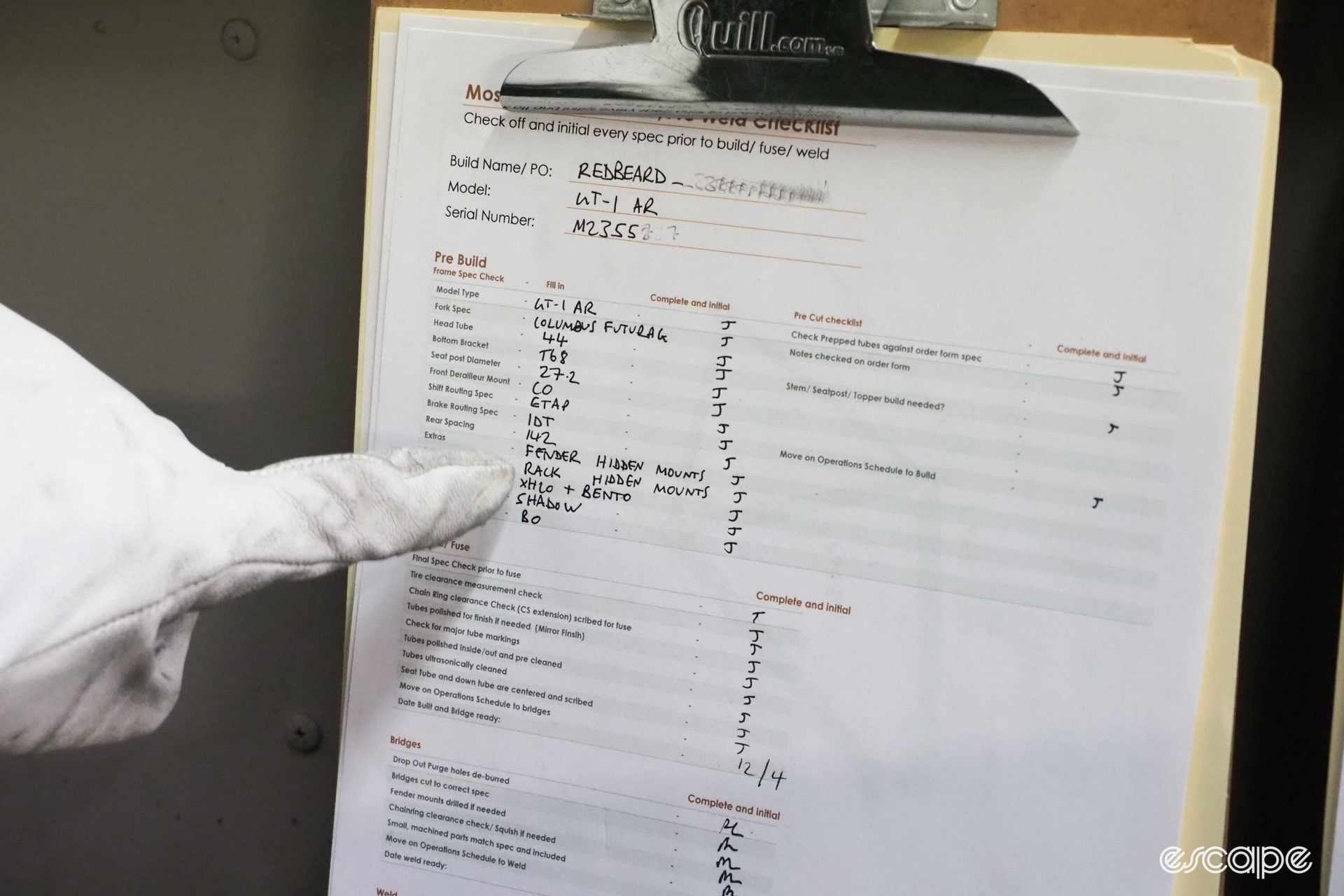
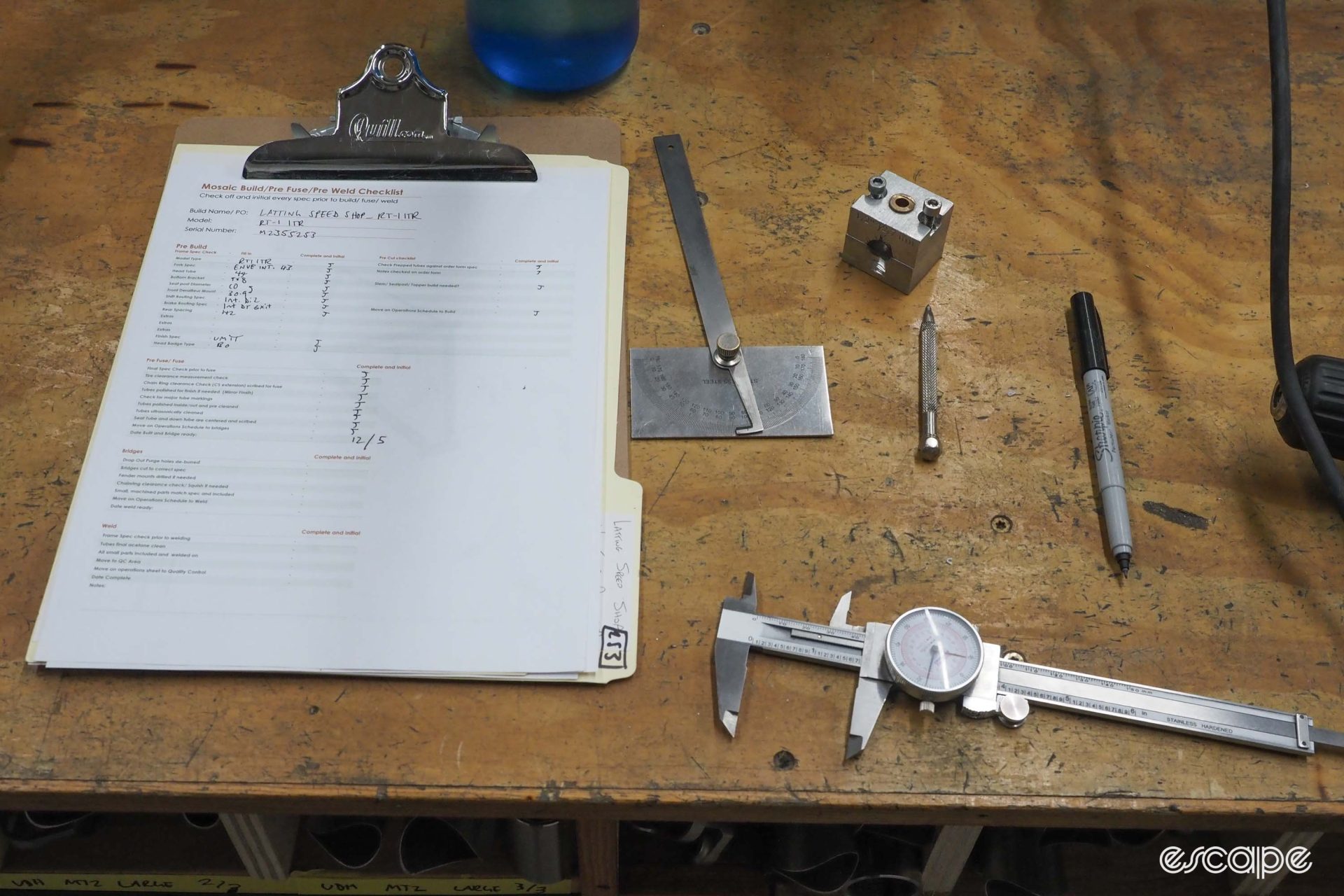
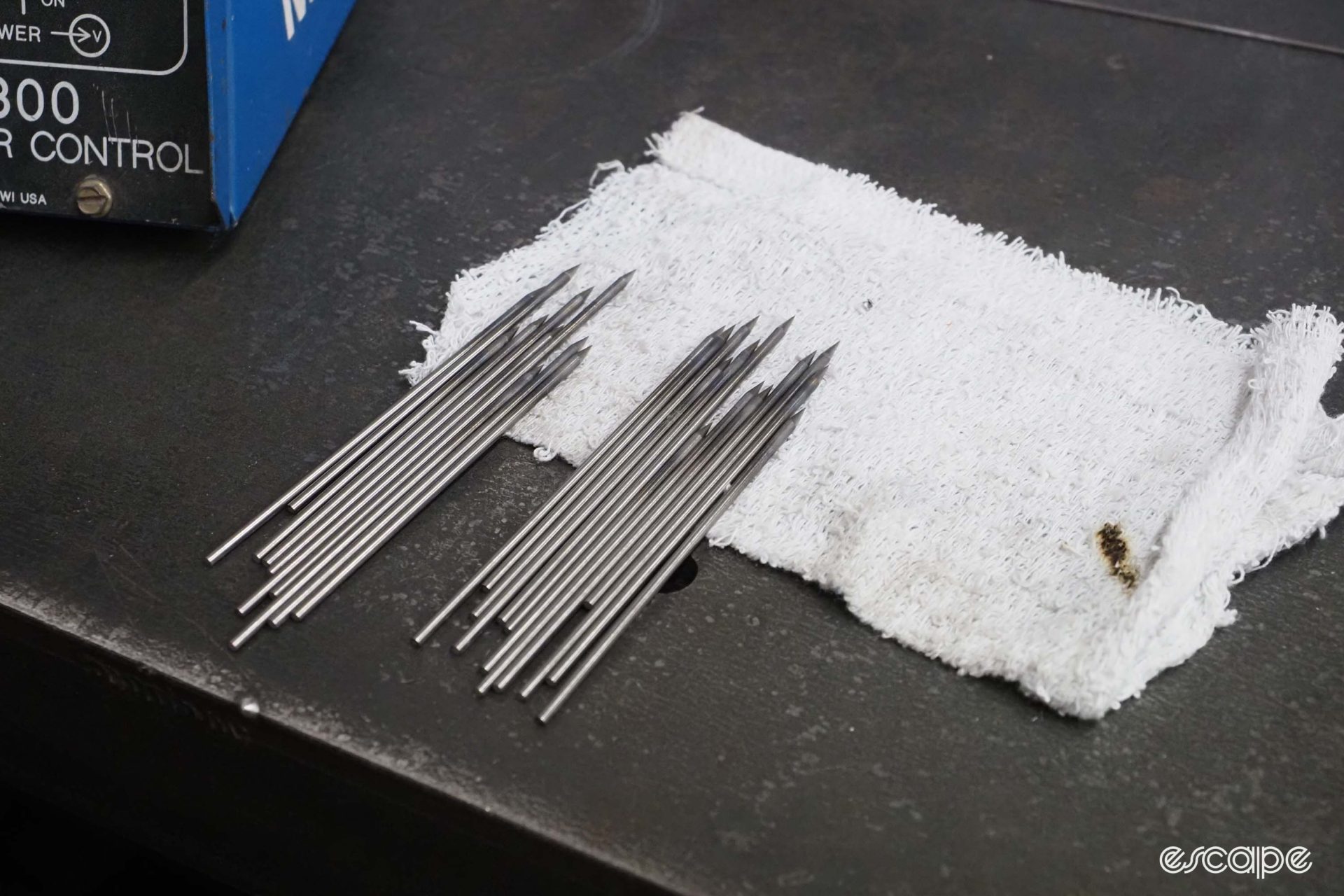
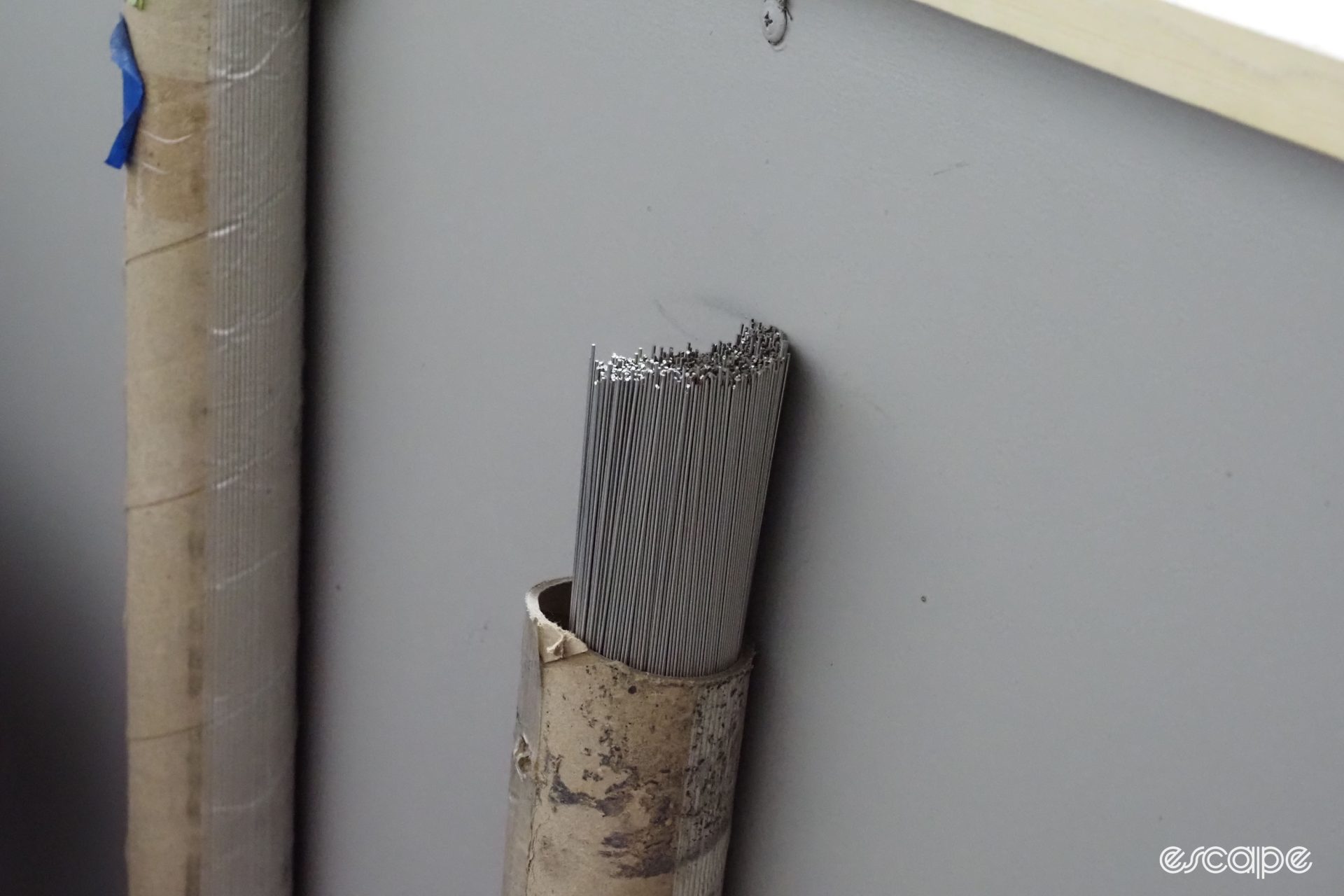
Mosaic Cycles is far from the only brand offering premium titanium bicycle frames. But one of the things that sets it apart is the way it’s consistently able to deliver new orders – including fully custom frames – with just a six-week lead time. The product has only been one part of the company’s success; the rest lies in the way it manages its manufacturing.Almost universally, the very first step in making a titanium frame is cutting raw tubing to length. Pictured here is lead framebuilder Jamie Appleton.You might say this is the heart of Mosaic’s production process. Here, materials are gathered based on order sheets that are filed at left.Mosaic doesn’t build each frame completely from scratch. Instead, the company pre-builds most of the subassemblies each frame will need. It doesn’t cut a huge amount of time on a single frame, but compounded, it makes for major gains in efficiency.Chainstays for various models are shown here. Since chainstay lengths don’t vary too much by model, each pair only needs to be mitered before it’s basically ready to weld. Obviously, there’s an art and science to forecasting what will be needed months ahead of time.Seatstays are another thing that can be bent and prepped ahead of time.A batch of ten chainstay pairs getting prepped to have dropouts welded.Small parts are stored in a battery of drawers. Need a custom titanium stem? Mosaic has got you.Main tubes for stock geometries are also pre-cut to length. But do you see how the ends are all lined up with the edge of the box? That’s because the bottom is backed with an angled board so shorter tubes aren’t lost in a black hole.Dropouts and brake mounts lined up and ready to go.A smorgasbord of machined titanium bits …… and a lifetime’s supply of external housing stops.Small bits are gathered per frame, and labeled by order number.Tube bending is done in-house – and manually.Mosaic has an impressive assortment of machining tools inside its workshop in Boulder, Colorado. Each machine is set up to basically do a single job so there isn’t time wasted changing configurations.It was quiet the first day I stopped by the shop, but anything but the second day. These machines are loud.This ultrasonic cleaner is big enough to fit an entire frame’s worth of tubing and parts.Copper vise jaw caps prevent damage to titanium parts.You can’t get a good welded titanium frame without an accurate miter.Everything the builder needs to know is on these four pieces of paper.Each one of these cubbies contains one frame’s worth of components.So close, yet still so far away.The devil is in the details, no? Every mount is carefully noted on the weld checklist.Frame jigs are mounted on rolling frames so they can be easily moved around the shop.Mosaic Cycles has two dedicated TIG welding stations. I was surprised at the relative lack of lighting, until Mosaic Cycles founder and welder Aaron Barcheck reminded me that if anything, the TIG welding process itself produces too much light, hence the welding masks to protect against burned retinas.Frame tubes are set up in the jig and then initially joined with fusion welds. The gaps shown here are areas that are hard to reach in the frame jig, so those are finished up just before finish welding.Mosaic employee Ross Leopold carefully measures the chainstay and seatstay bridges by hand.More checklists.Titanium can react with atmospheric oxygen during welding, creating a weak area prone to cracking. To prevent this, frames are backpurged with argon – an inert gas. Holes are sealed with either masking tape or aluminum foil to keep the gas from leaking out.Remember what I said about miters? This is about as tight as it gets.Frames will eventually be media blasted, anyway, so there’s no harm in writing order details in Sharpie right on the top tube.There’s beauty in symmetry.On frames with partially internal routing, the brake hoses are fully guided using a titanium tube that needs to be welded in place.A short stub remains immediately after welding …… but it’s then ground down to leave a flush fitting.All tacked up, sealed up, and ready for final welding.A place for everything, and everything in its place.Aaron Barcheck needs some new gloves.Better.Bridges and fittings neatly gathered up.The tungsten electrodes are consumables, so it’s important to have enough on hand.The foot pedal controls the amperage during welding. These boots have seen some things.Barcheck carefully guarded the settings on his TIG welder when I first visited him almost 10 years ago, but these days, he’s not so worried. According to him, anyone is free to recreate these “adult mode” settings exactly, but unless they have the skill and experience to go with it, it won’t do them much good.Lots of titanium welding rods at the ready.And here we go.Steady as she goes.Barcheck says he most definitely gets into a zone when he’s welding. In fact, sometimes he doesn’t even bother to turn the lights on in the workshop if he’s working by himself, since all he needs to see is the little rectangle outlined by his welding mask and lit up with his welding torch.More argon gas is piped through the welding gun to keep the entire area flooded in inert gas.Fusion welds melt the adjoining tubes together, while the second weld builds up the area for added strength. “A few really acute angles get extra filler,” Barcheck explained, “but a finish pass mostly consists of one final pass to get the dimes stacked correctly.”Dimes, freshly stacked.Freshly welded frames still need some finish work before they’re ready for finishing: alignment as needed, reaming, facing, chasing.Scores of frames in various states of production hang throughout the Mosaic workshop. Barcheck says Mosaic is on track to build about 350 customer frames by the end of this calendar year, with about 75% of them being full custom, and the remaining 25% consisting of “batch” build with stock geometry.The folks at Mosaic aren’t just handy with titanium; apparently they’re pretty good with wood, too.Mosaic is known for its titanium craftsmanship, but also for its finish work, particularly after purchasing Spectrum Powder Works in 2016. Hanging high up on one wall were a few frames sporting retired paint schemes.Mosaic has a room filled with media blasting stations for various finishing requirements.These plastic beads are used just to strip paint.A PRO carbon fiber seatpost is shown here getting prepped for paint by Mosaic employee Justin Triplett.Paint masks are cut on this plotter.So, what color do you want? The world is your oyster.No, really, you really can pick just about any color you want.Want some sparkle? Have at it.Mosaic – or, more specifically, its Spectrum Paint and Powder Works division – is constantly playing with different hues.I’m not sure I’d want to put a loaf of my bread into this oven.Paint samples getting organized for shipment to Mosaic dealers worldwide.The paint booth has multiple stations to prevent bottlenecks.Where a different kind of magic happens.Freshly painted, baked, and assembled frames, ready to be packed up and shipped out.Documentation is incredibly important to prevent costly errors.Headsets, seatpost collars, derailleur hangers, and other small fittings are kept here.Bolts for flat-mount brakes are included so there’s no question at the dealer what length needs to be used during the build process.You think fully hidden routing is a pain for mechanics? Mosaic says its stock of forks basically doubled almost overnight since it offers both internal and external routing.Dear Fox: please replicate this titanium paint finish and offer it stock.Oh hey, what do we have here?It may say “Bespoke Bicycles” on the box, but Mosaic only sells framesets; the rest is left to its international network of dealers. One nice upside for Mosaic is it can use the same size box for everything heading out the door.Wondering why Mosaic doesn’t use any 3D printing? Well, the company is exploring the idea, but doesn’t feel the technology has enough to offer to justify the added cost. There’s also the not-so-small matter of the vastly different surface finish.One new thing Mosaic has added already, though, is UDH-compatible rear dropouts.Craftspeople rarely have just a single interest. Barcheck said he traded a frame for this old motorcycle ages ago, but just hasn’t quite found the time to get it where he wants it to be. Sounds familiar.Ever wonder where the Mosaic name and logo came from? “The idea behind the Mosaic name comes from the approach that we take with the company,” Barcheck explained. “There are many facets that are critically important to create high-quality crafted frames and rider experience, each one a profession to its own and no more or less important than the next (machining, welding, painting, bike fit, frame design, customer service, vision, etc.). When we strive for excellence in every way the individual components transform together, creating something greater, much like a mosaic. The tree headbadge is a symbol of connection that we all share through our cycling experience.”Finding yourself in Boulder, Colorado any time soon? Hot tip: Mosaic has a demo fleet.Poetry in motion.This is the gravel bike Mosaic founder Aaron Barcheck used at Unbound Gravel earlier this year. Apparently, the bottom bracket is still seized.Old school.How do you know this is the liquor collection at a bicycle company? Look what else is there: energy drink mix and hot sauce.