Welcome to Escape Collective. Please select your language.
Please note that this is an automated translation and it will not be perfect. All articles have been written in English and if anything appears to not make sense, please double check in English.
Goodyear is one of the best-known brand names in the automotive world, but after being out of the cycling segment for decades, the tire manufacturing behemoth finds itself in the unusual position of underdog after finally returning to bicycle tires in 2018 through a licensing agreement with US-based firm Rubber Kinetics. Goodyear Bicycle Tires initially debuted with a handful of road, gravel, and mountain bike tires, and the range has grown considerably since then, along with the brand’s presence in the professional ranks.
Six years on, Goodyear’s bicycle business is still nowhere near the size of current market leaders such as Continental, Maxxis, or Schwalbe, but things are apparently trending in the right direction with production capacity at its Taiwanese facility now said to be “in the millions” annually.
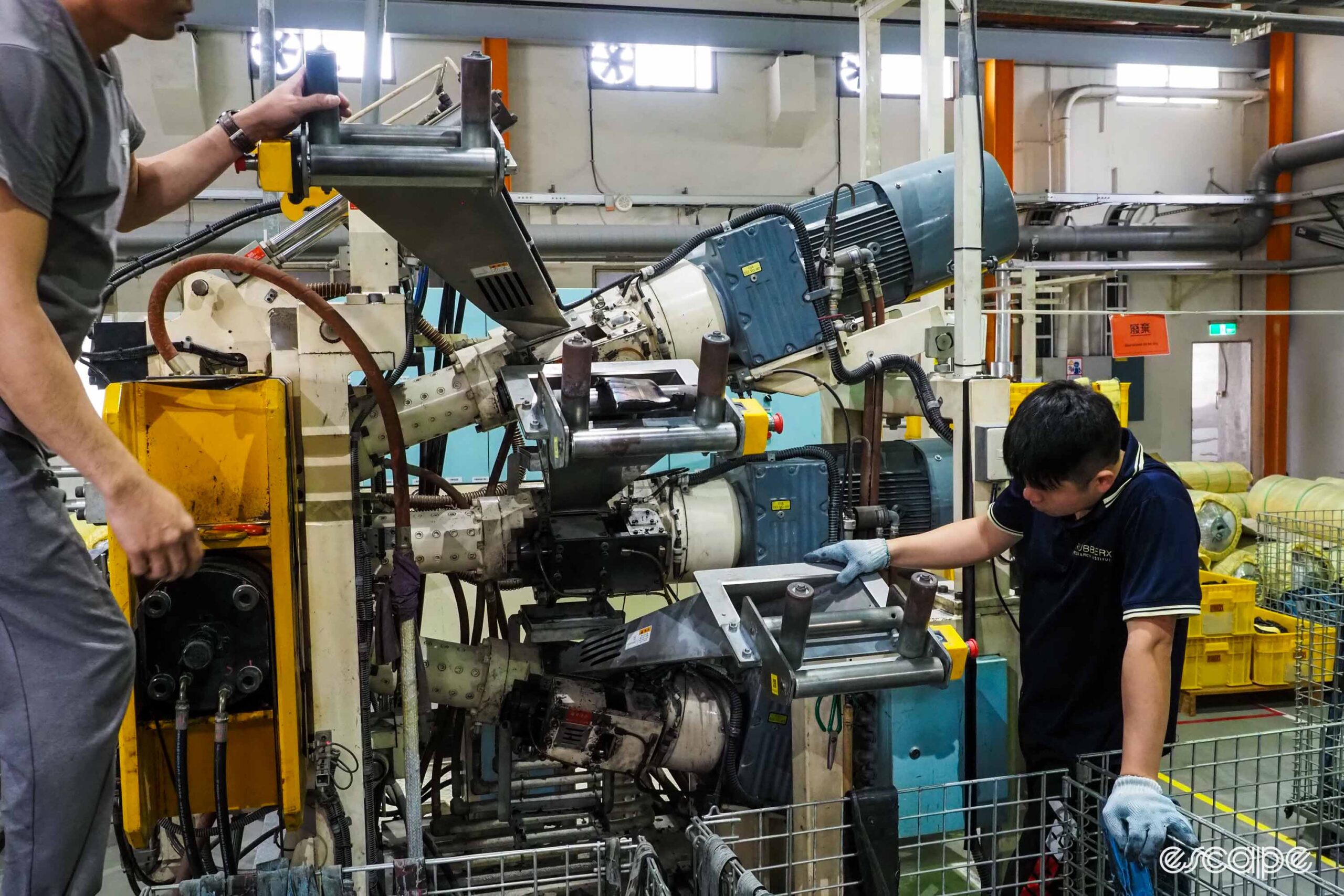
But what exactly happens within those walls? And how exactly are bicycle tires made, anyway? Despite being in this business for nearly 20 years now, I’d freely admit that I wasn’t entirely familiar with the process myself – and I suspect many others are in a similar boat. Goodyear kindly opened its doors to me for a few hours before this year’s Taipei Cycle Show for a rundown on how bicycle tires are produced, and it certainly was an eye-opening experience.
One thing’s for certain: I complain a lot less now about how much good tires cost.
And up next from our Behind the Curtain series is one you definitely won’t want to miss: How Giant makes carbon fiber bicycle frames.
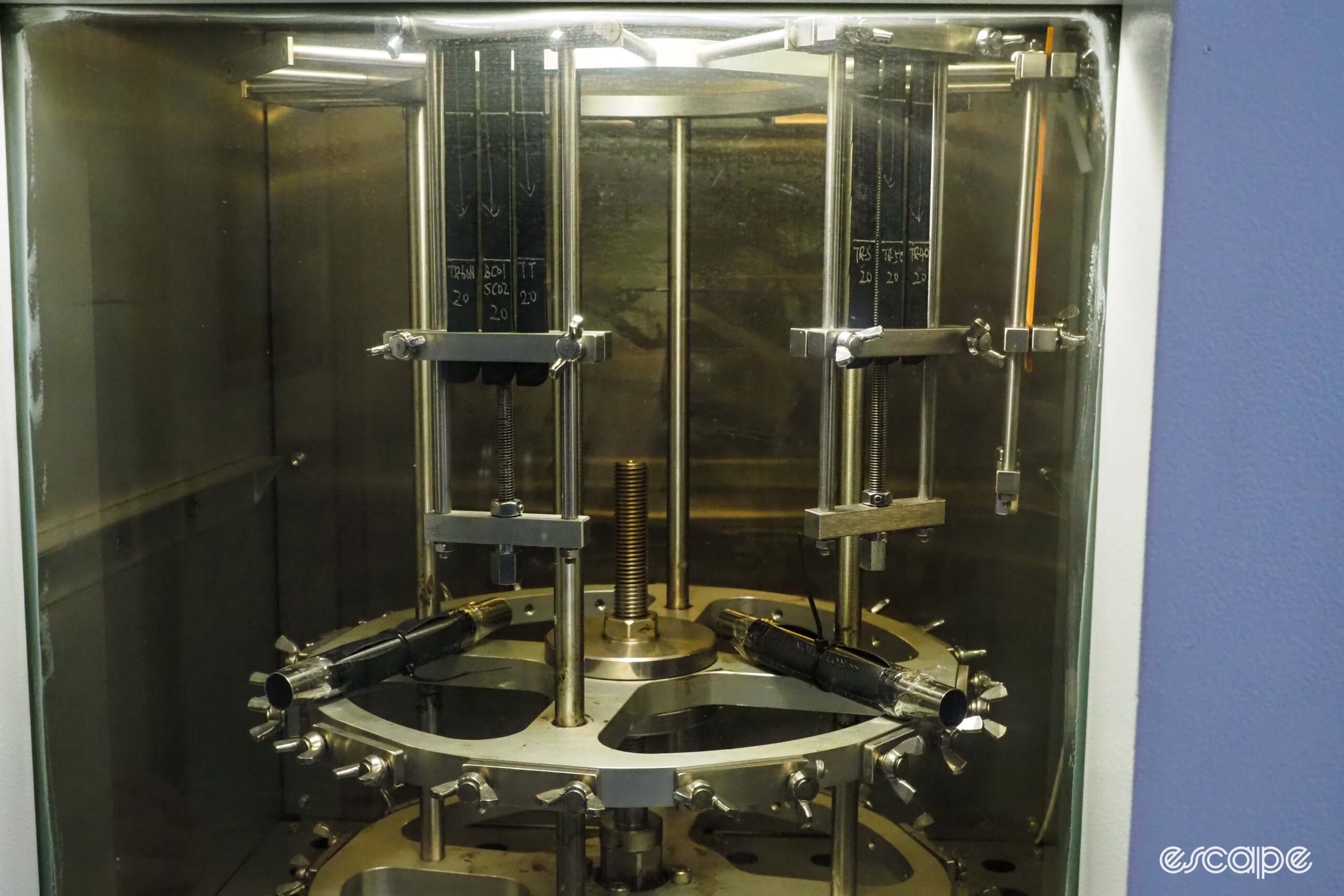
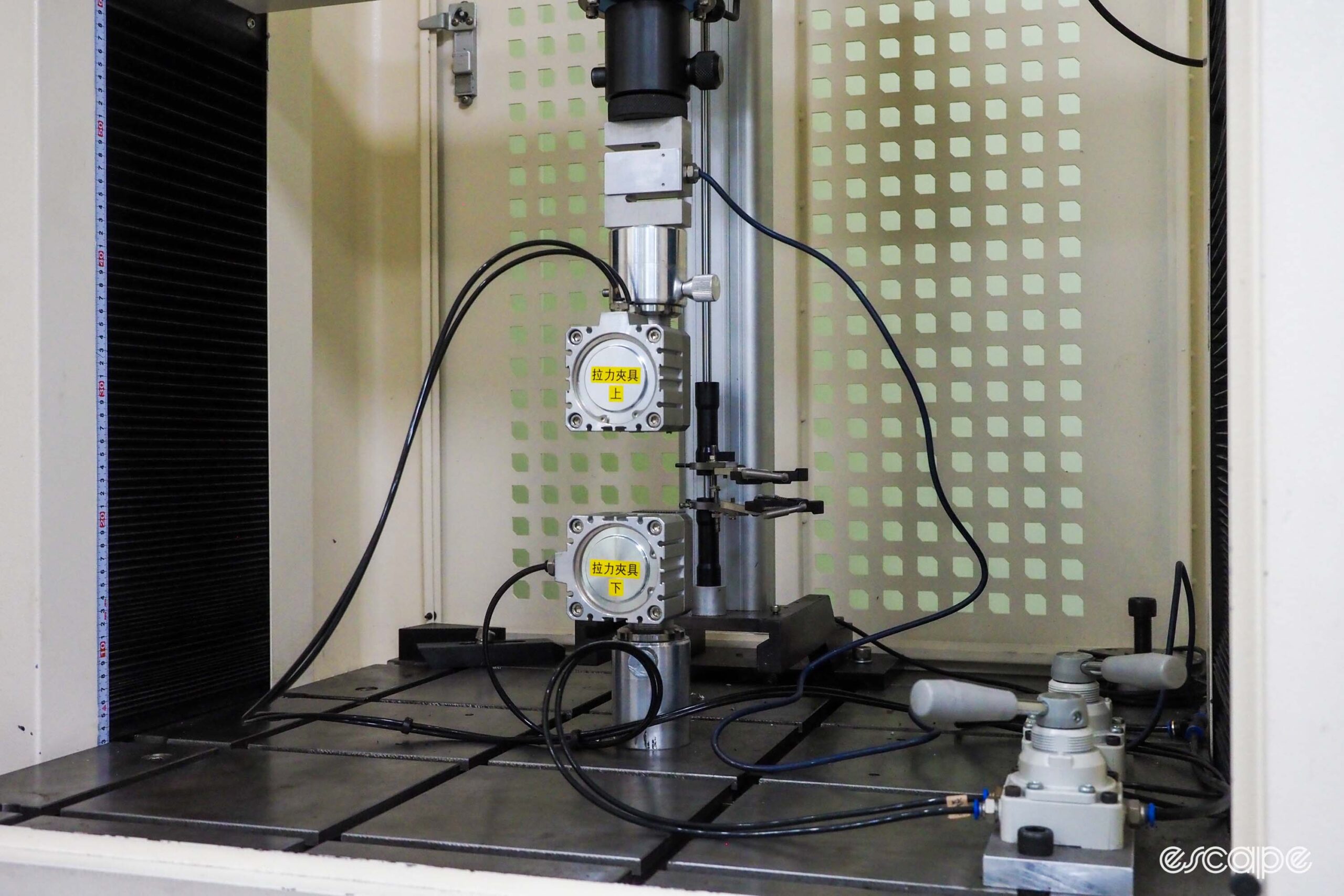
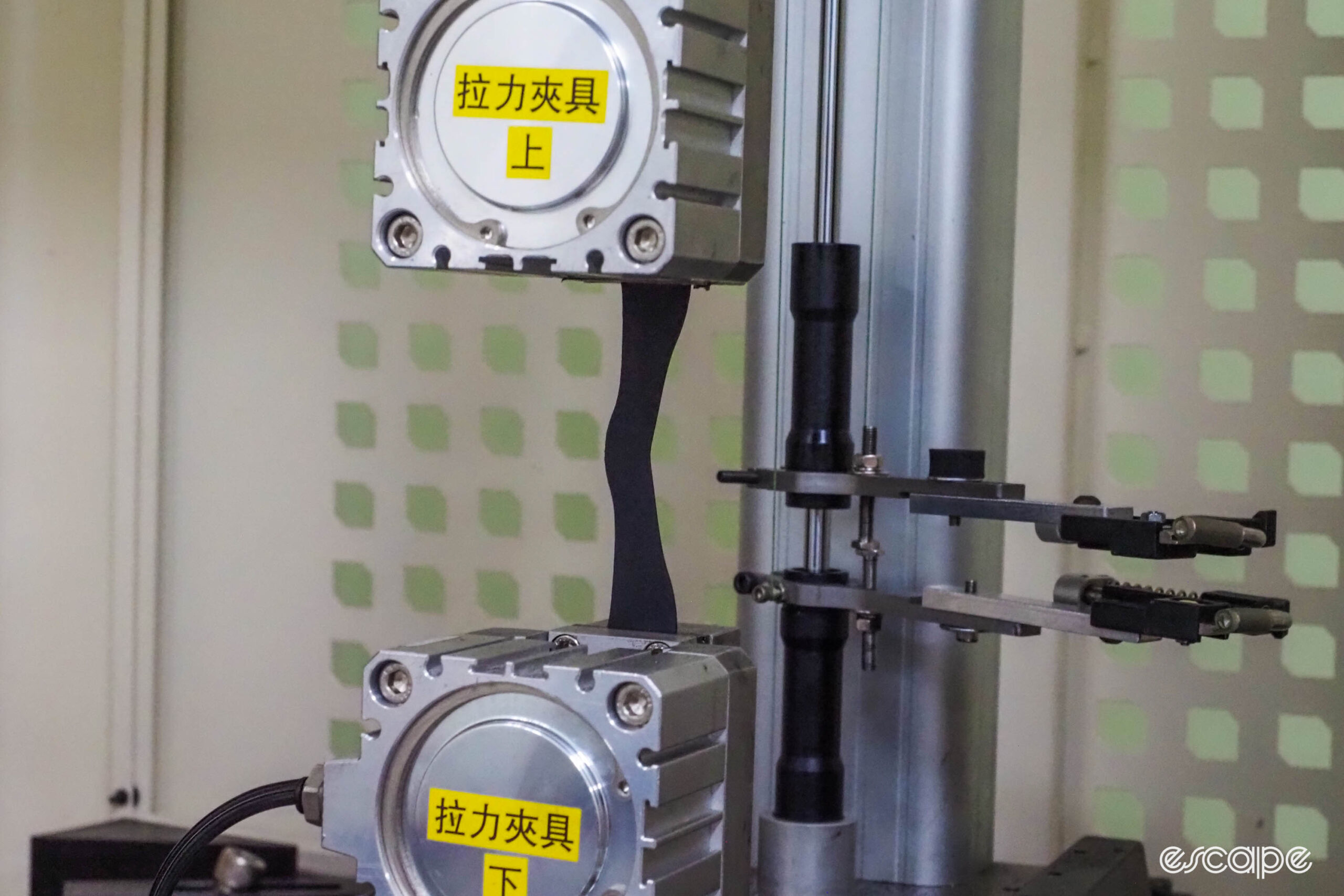
Raw rubber first arrives at the Goodyear tire factory in this form. Goodyear uses a mix of natural and synthetic rubbers, but neither is very useful when it’s like this.Carbon black is one of the things added to raw rubber to improve factors like strength and durability. It also makes the tires more amenable to vulcanization later on in the production process.Goodyear mixes its own rubber formulations in a process the company says is akin to baking. Two different rubber compounds can use the same ingredients, but in different blends, temperatures, methods, etc. to yield different properties. Goodyear uses up to six different compounds for a single tire.Test compounds are made in this small lab tucked away in a corner of one of Goodyear’s facilities.Carbon black is very messy stuff. Hey, parents, you know how pervasive glitter can be? This stuff is way, way worse.These three rubber balls look the same, but behave very differently.Yep.Lots of samples.Goodyear uses this ozone chamber to determine how different rubber compounds degrade over time.This machine provides some insight on how different rubber compounds hold up to abrasion.This machine is used for fatigue testing of different rubber compounds. Up to six samples can be clamped in the fixture, with the central portion oscillating up and down during a test.Goodyear says knowing the actual viscoity of inbound rubber is perhaps the “most critical” parameter when it comes to getting ready for a production run.This Mooney Viscometer “is used for tire development and quality control, primarily used to measure the viscosity and scorch characteristics of uncured rubber compounds.”It’s annoying when the shoulder knobs rip off the casing of your mountain bike tires, no?Well this notch tester apparently helps Goodyear’s engineers solve that problem.As important as it is to conduct testing before production starts, it’s just as important to test finished goods, too.
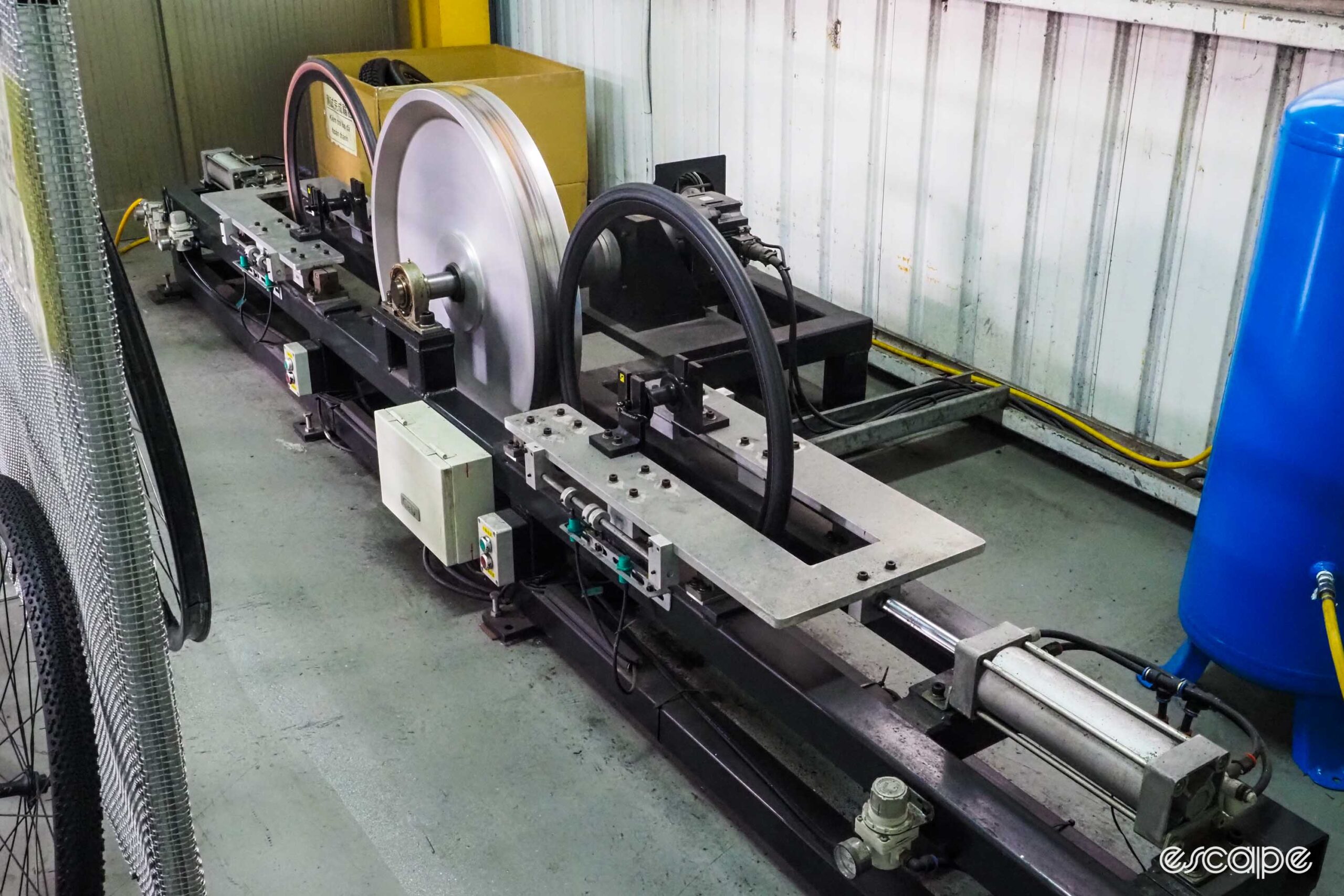
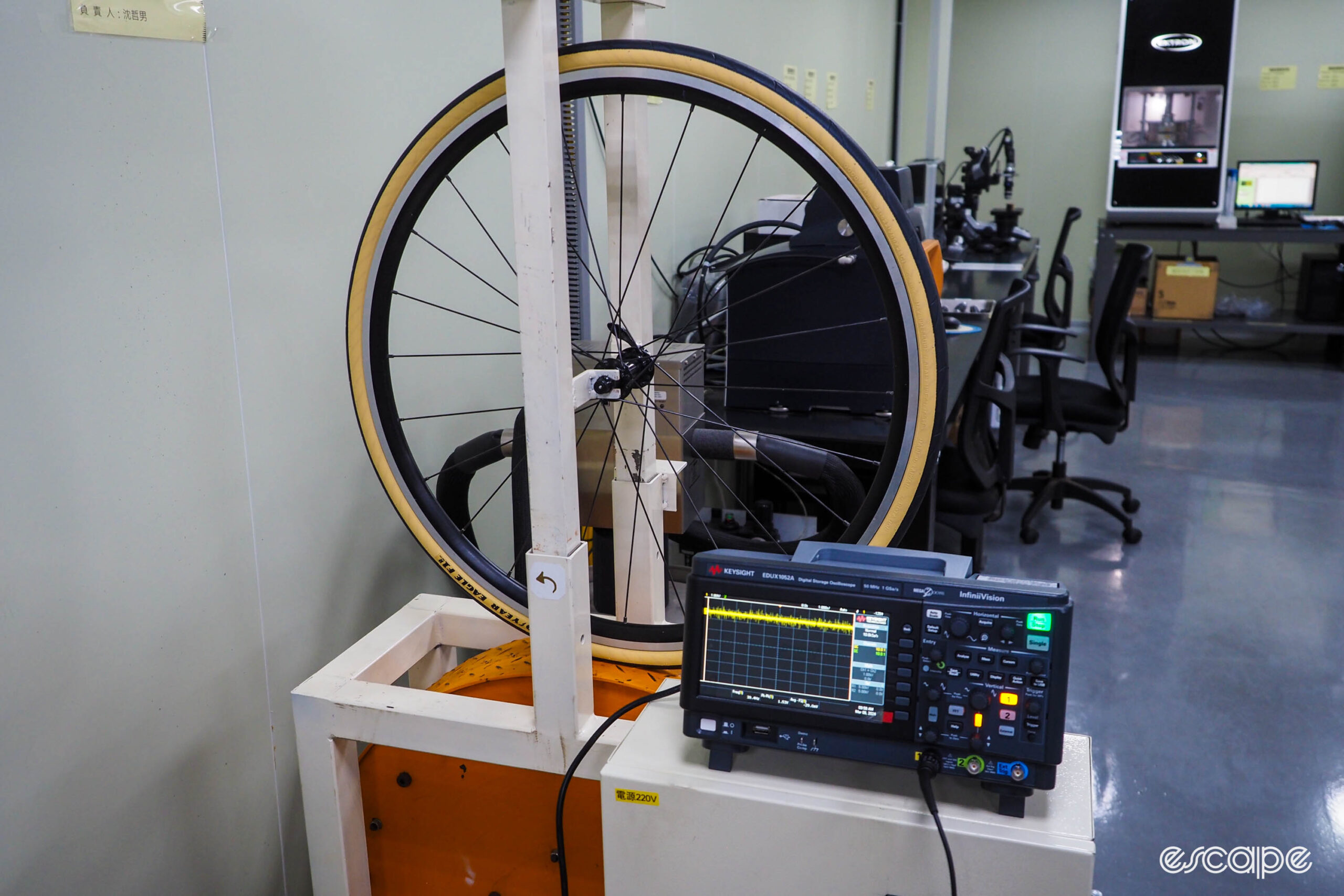
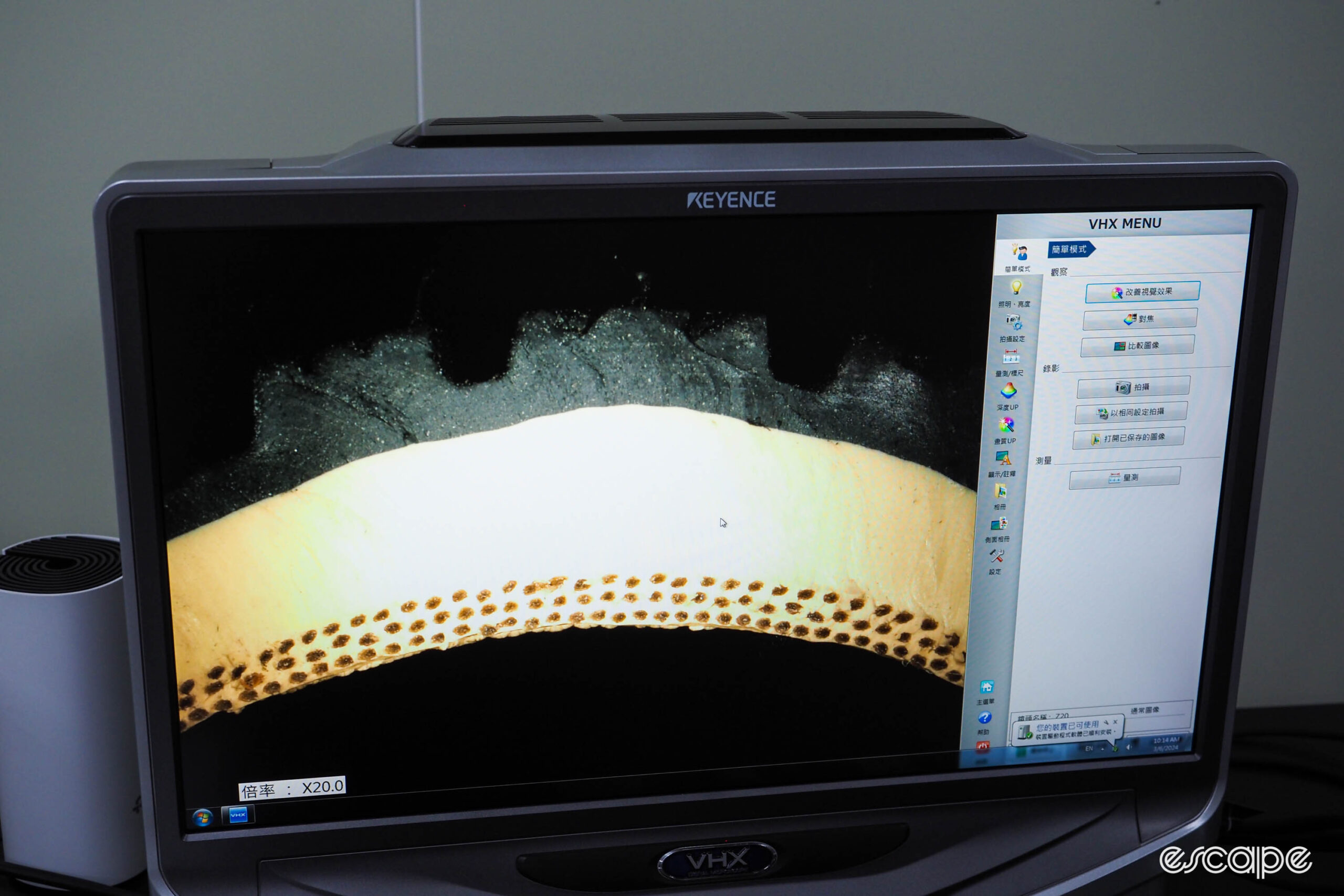
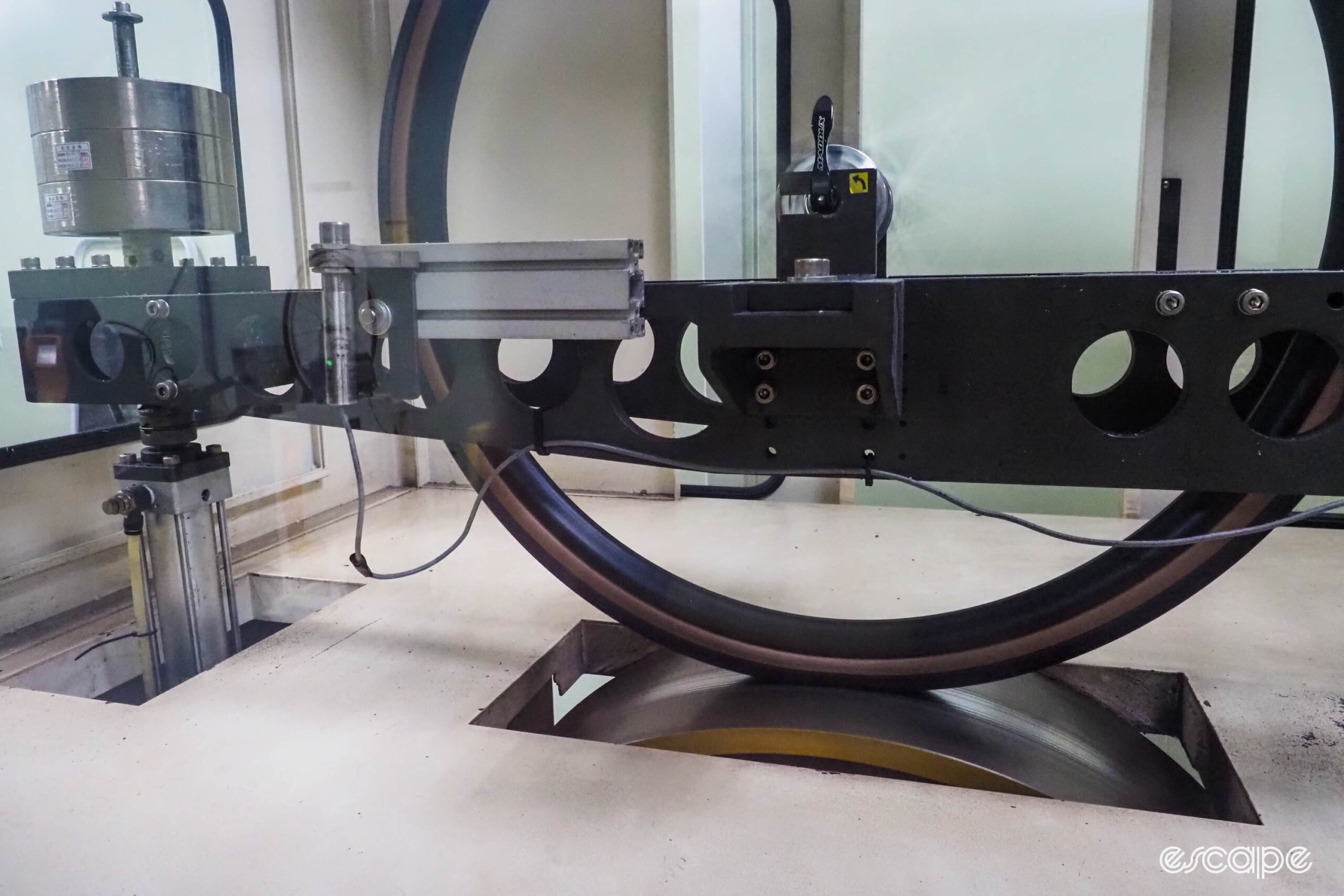
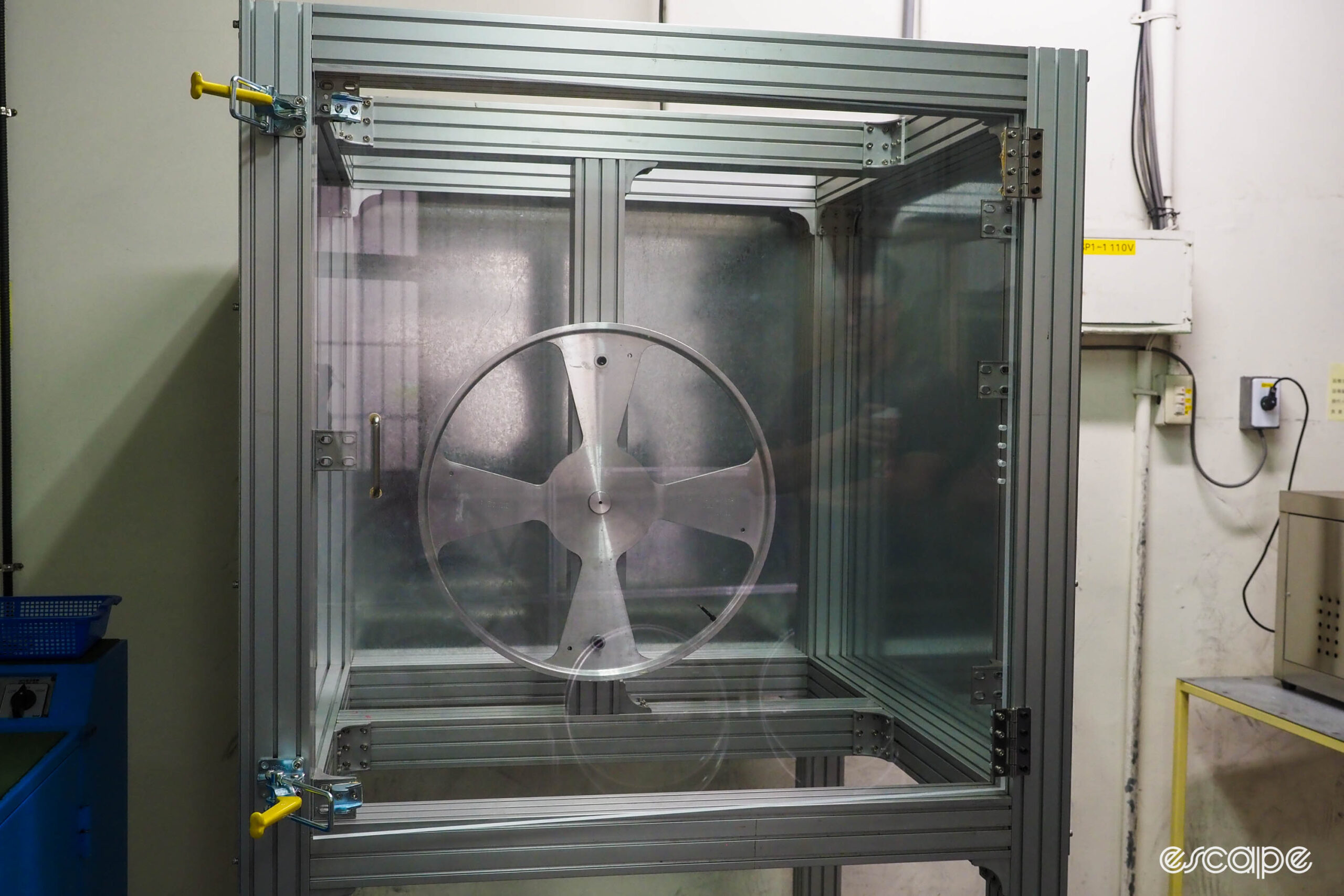
Goodyear uses this machine to simulate the “real-world” stress of being ridden on a road, with each test session simulating 3,000 km of use. Note how the machine is testing two tires at once here.Wondering how different tires behave at different humidity levels? This machine can help answer that question.Goodyear conducts its own rolling resistance tests on this rotating drum.Goodyear uses this microscope to digitally map tread wear.Since it’s next to impossible to measure small amounts of tread wear physically, Goodyear is able to use the digital images from the microscope for much greater resolution.The graveyard of sacrificed souls.This test machine is intended to simulate someone actually riding a bike, incorporating simulated rider weight and weight distribution, pedaling forces, and even how a bike tilts from side to side.Different bump bars can be attached to the roller to provide different type of wear and durability information.“This is another fatigue testing machine,” explained Goodyear Bicycle Tires president Luke Musselman. “This one is equipped with a vibration bar [which] is designed to enhance the simulation of real-world riding conditions by introducing controlled vibrational and impact forces that mimic the dynamic stresses and impacts encountered on various road surfaces.”You wouldn’t want to ride one of these test rims, but you should be glad it exists.Bicycle rims are supposed to tightly adhere to prescribed dimensional guidelines, and like many tire companies, Goodyear conducts its own blow-off tests using rigid aluminum test rims that are machined to both ends of the established sizing tolerances.Blowoff tests are – not surprisingly – conducted inside a closed chamber.The plexiglass used for the blowoff chamber is about as thick as you’d expect.OK, back to making tires:
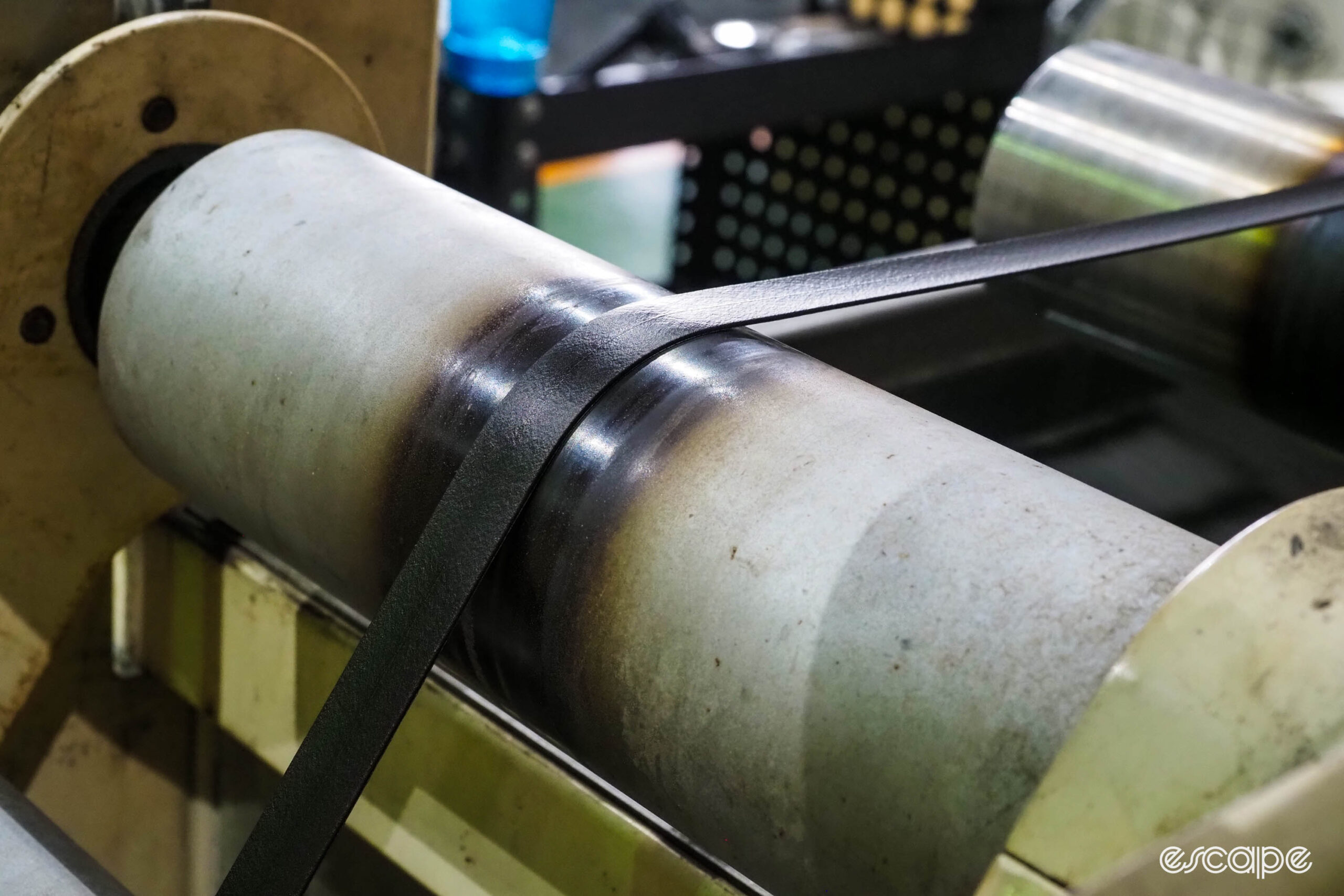
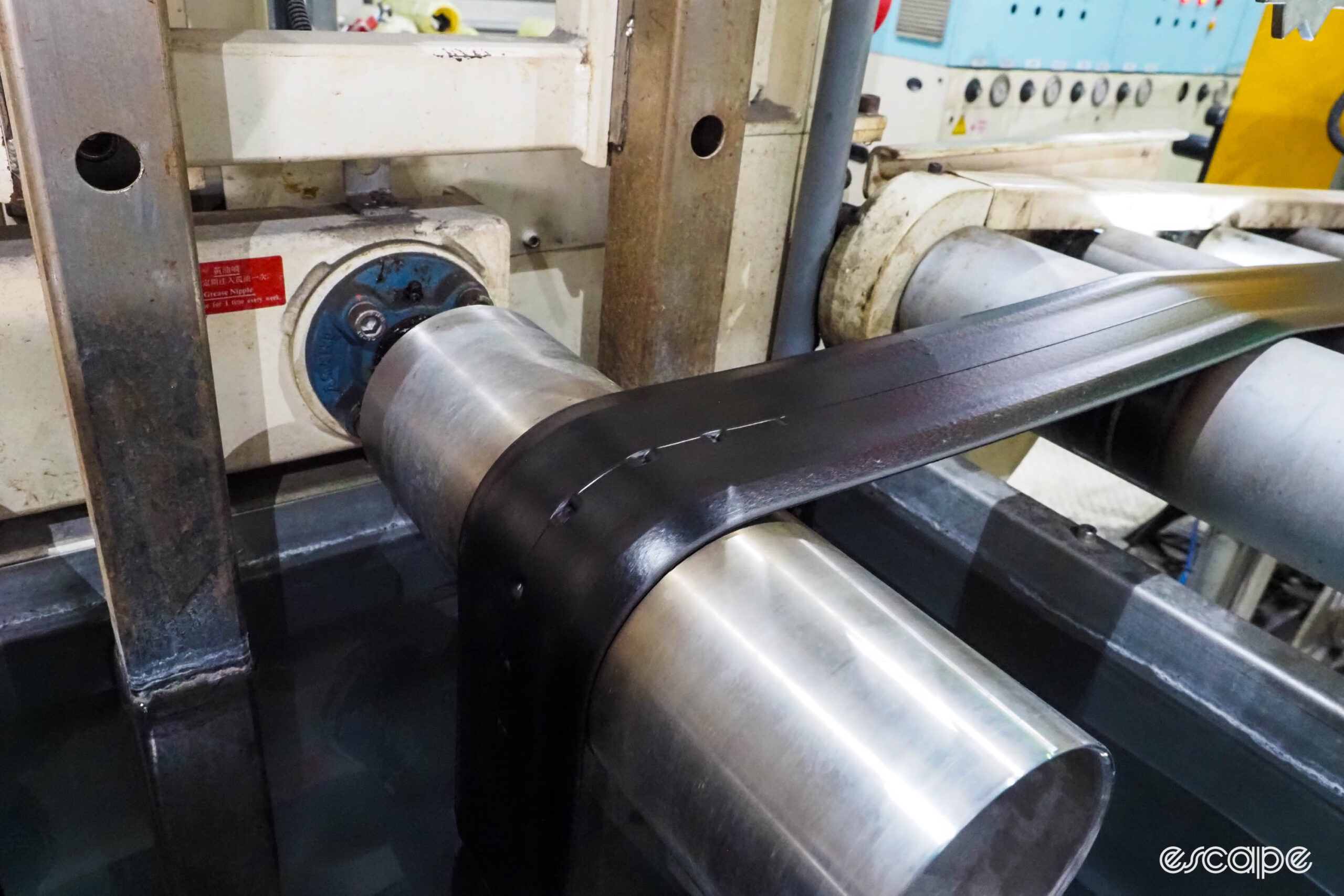
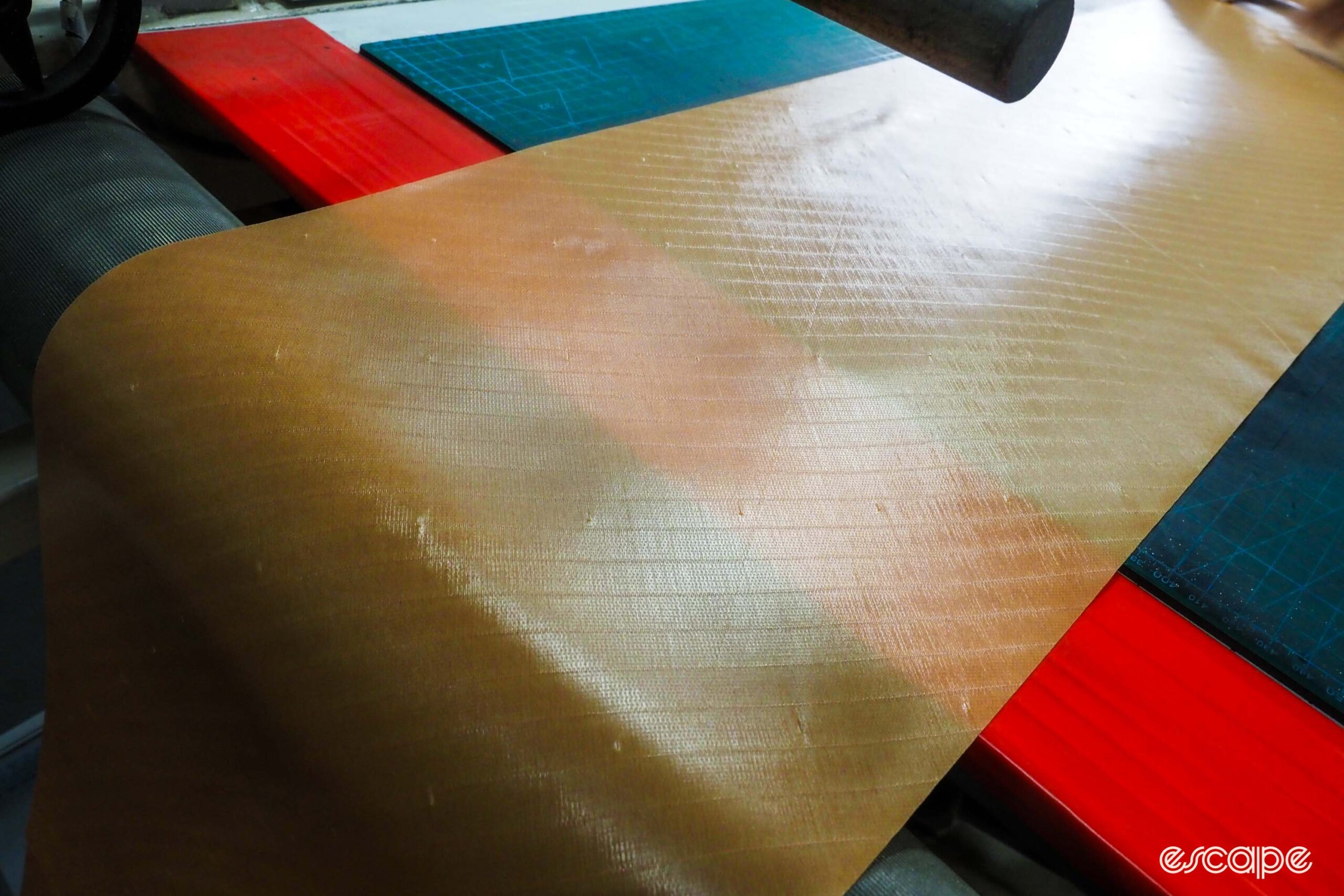
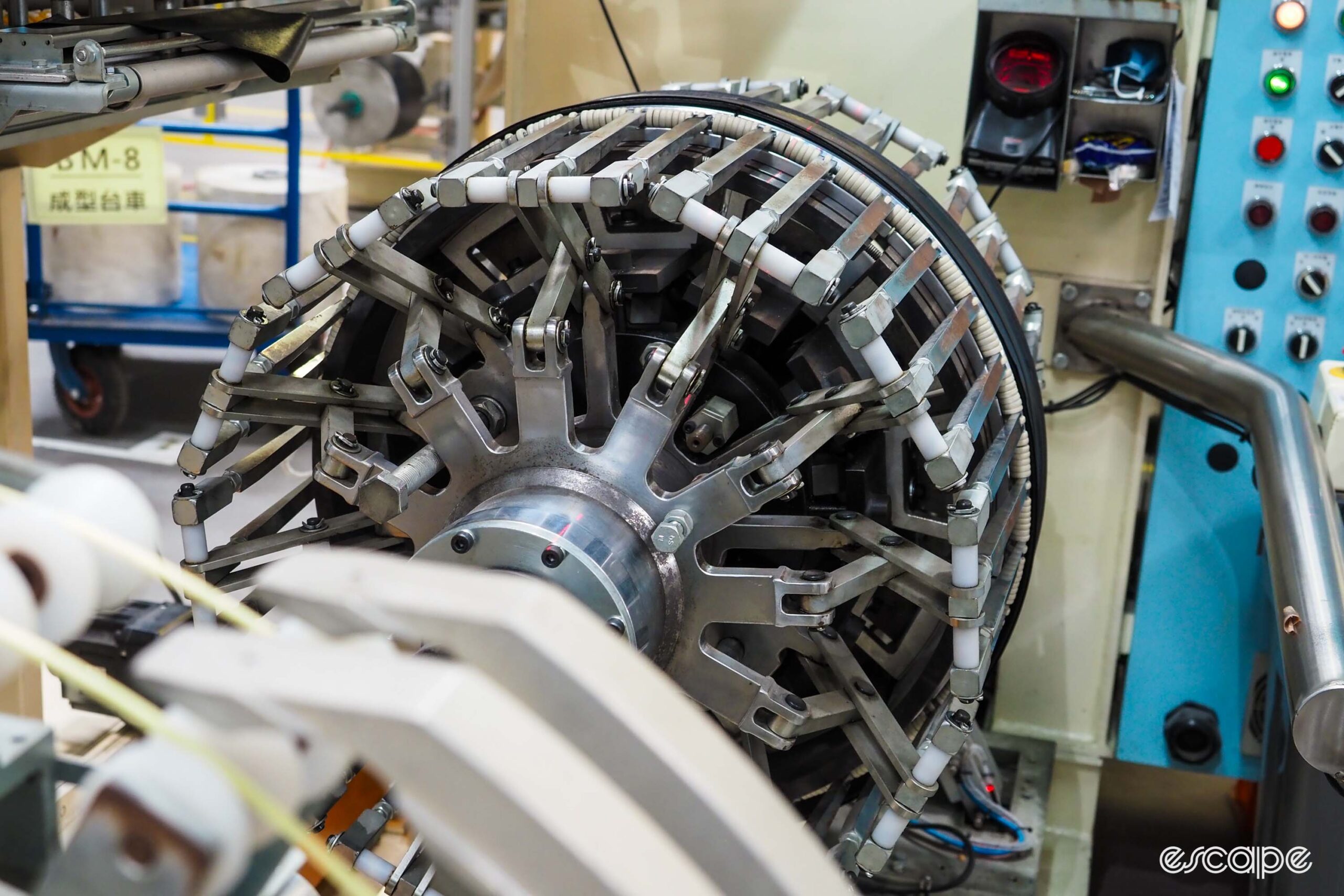
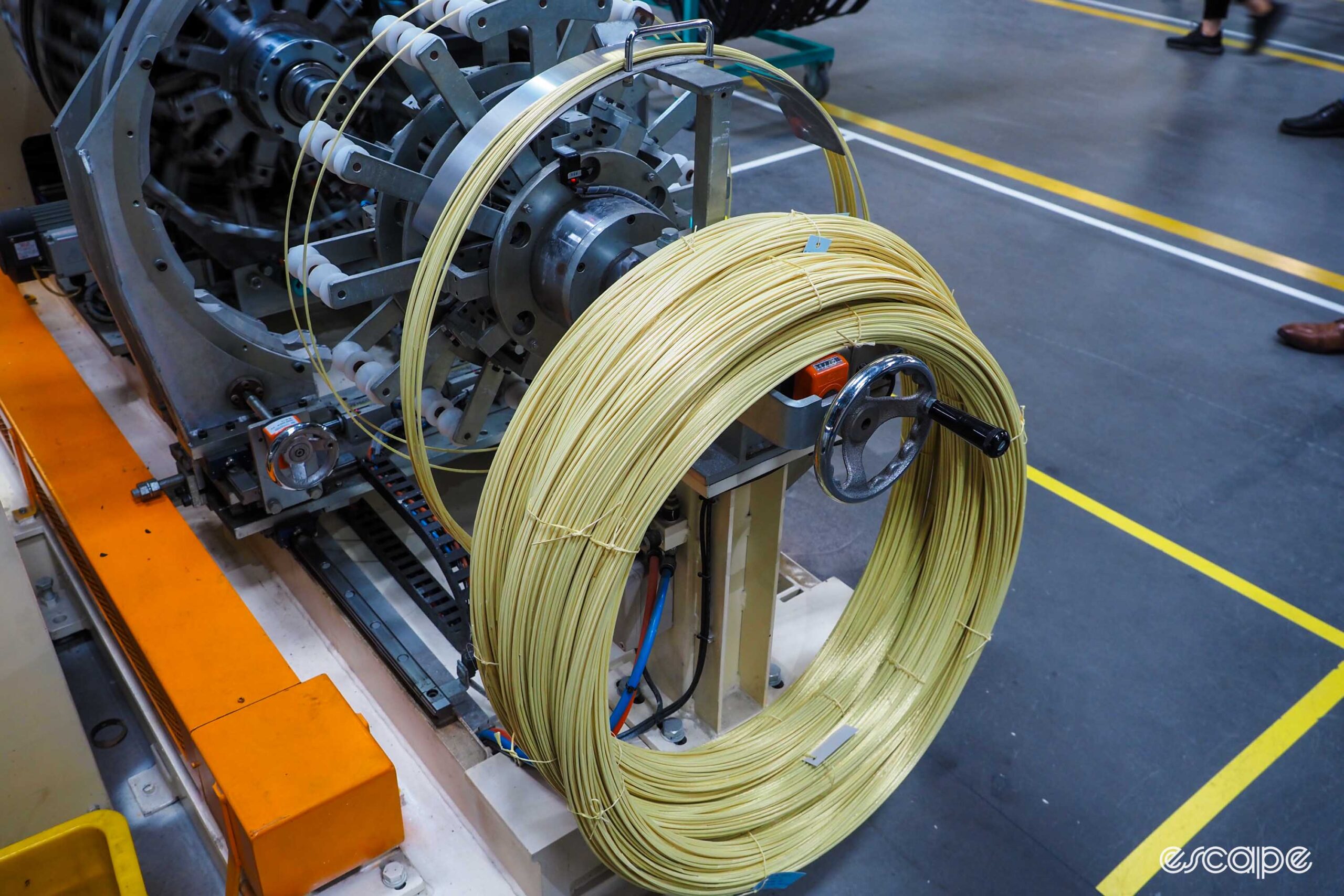
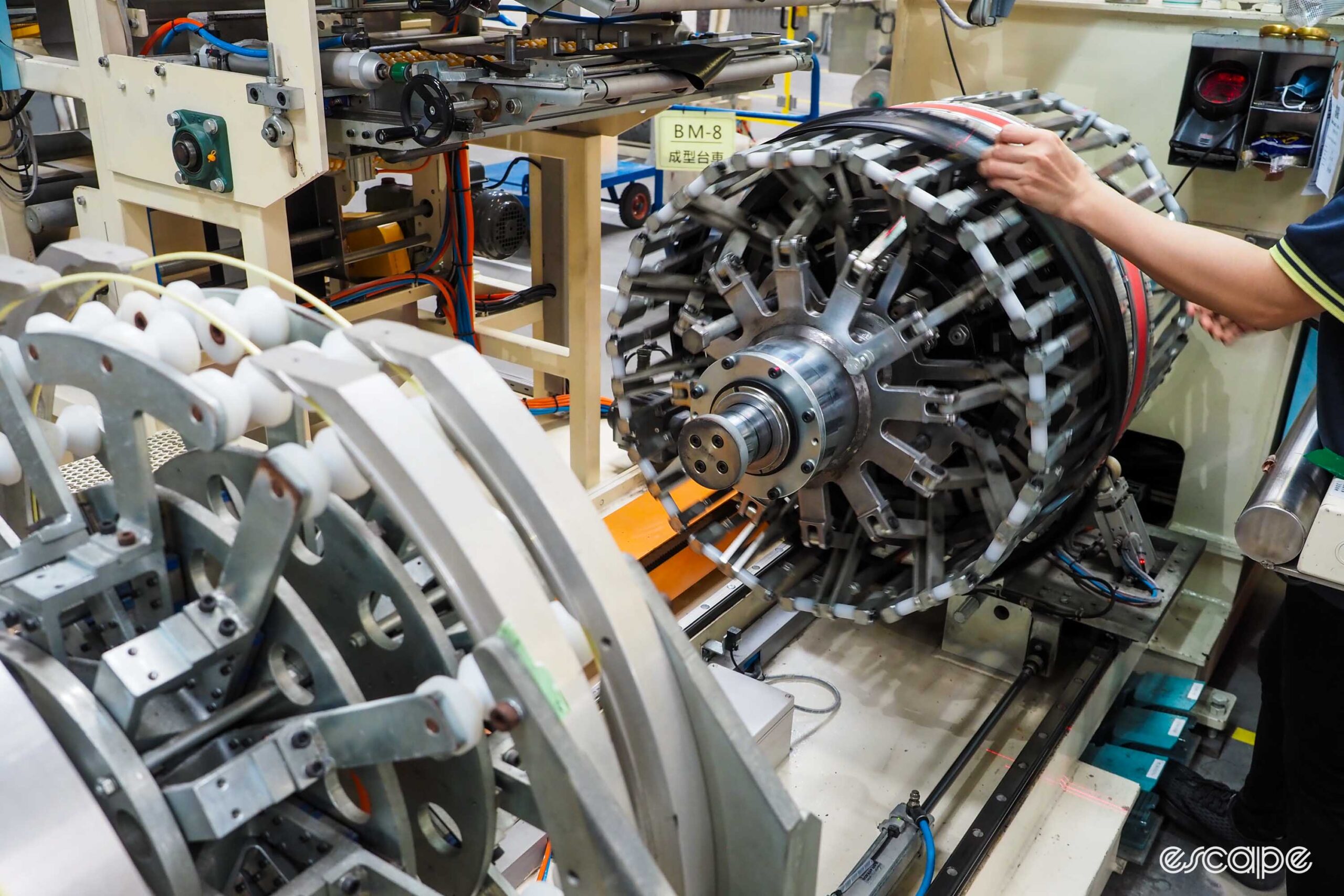
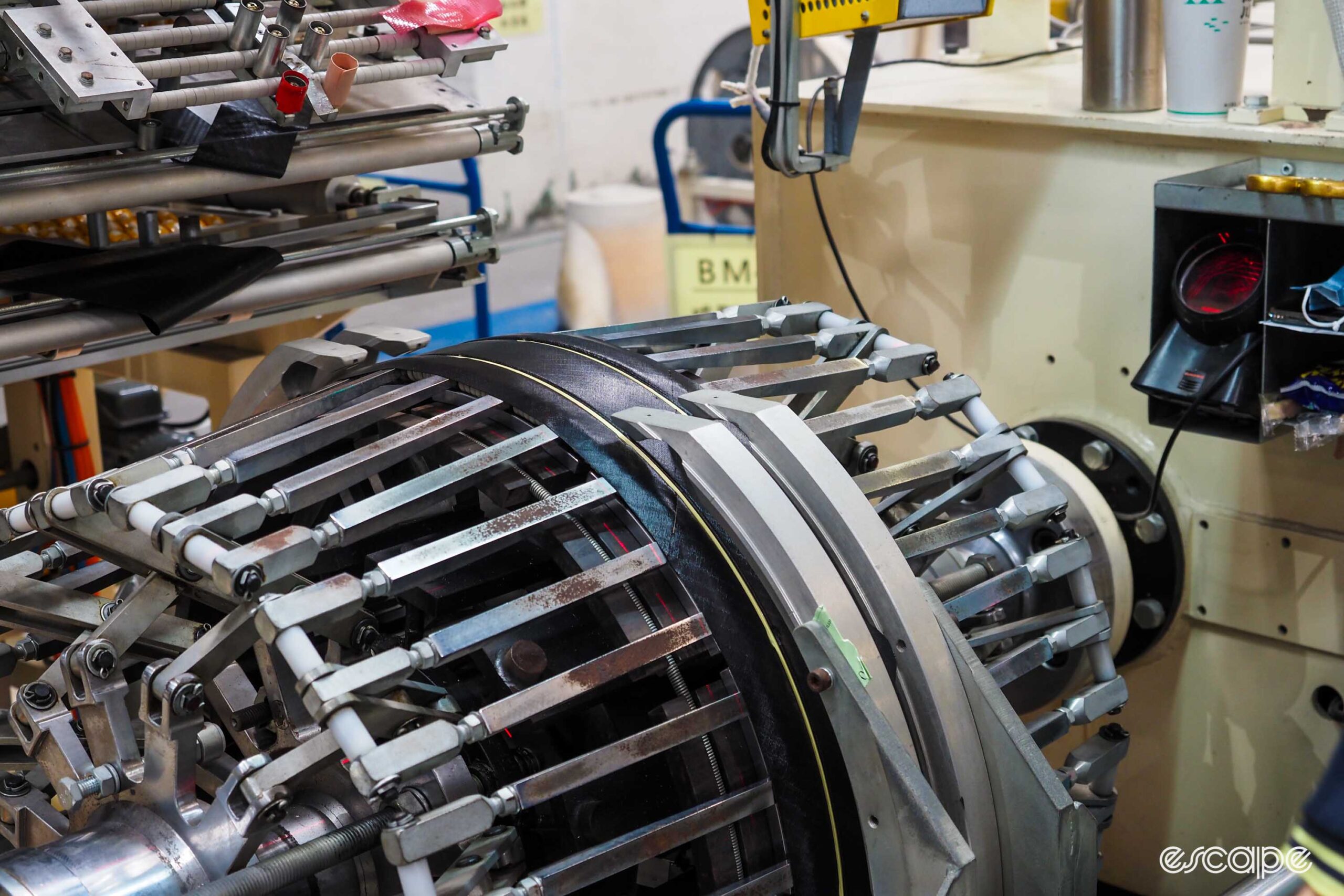
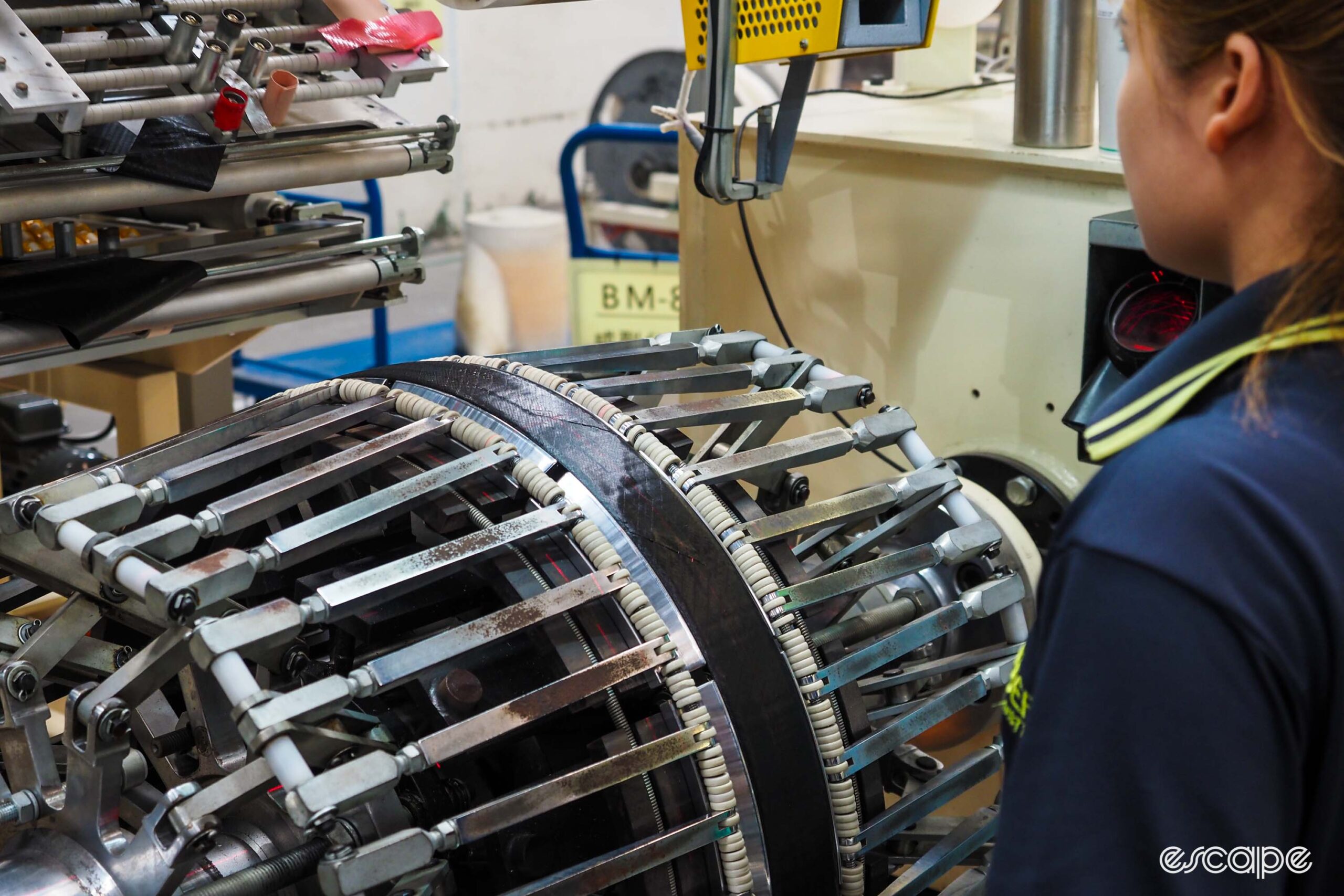
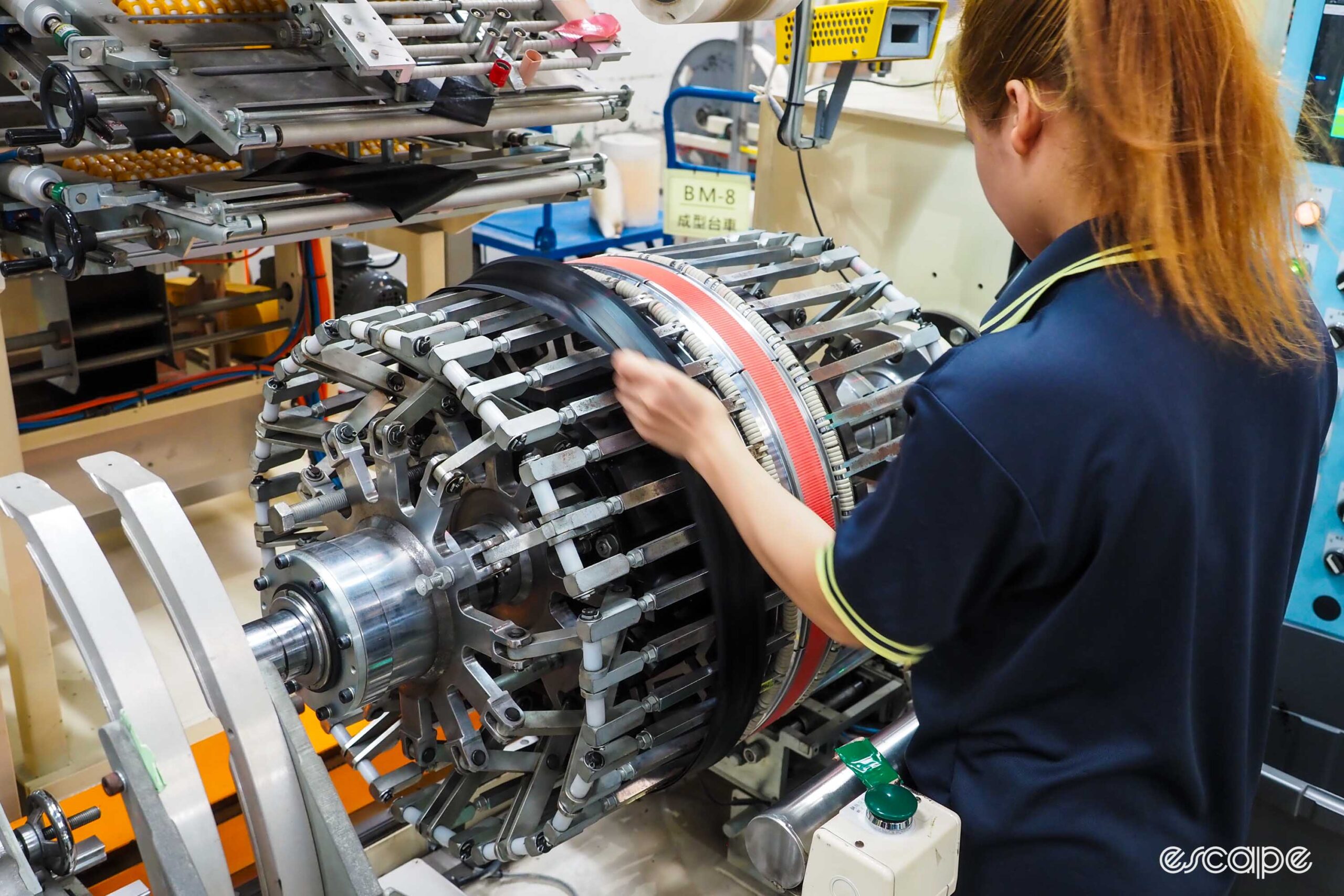
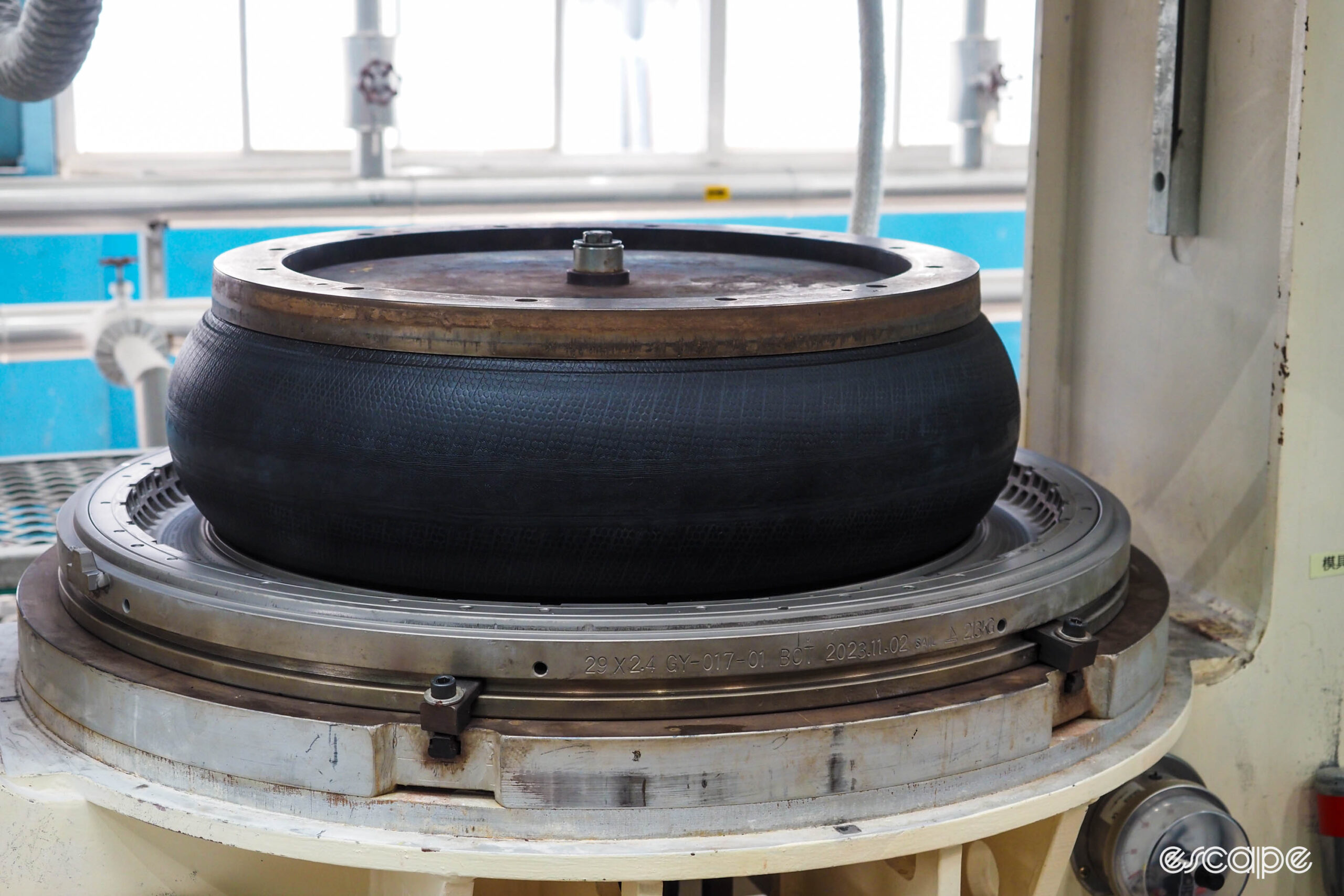
Once the tire compounds are validated and mixed in bulk, they make their way to the production floor.These giant blobs of rubber will eventually be transformed into bicycle tires.Lots of different rubber compounds for lots of different purposes.Rubber is obviously used in the tread, but it’s also used in tire casings, at least for vulcanized tires like what Goodyear produces. This machine – called a calender – fuses a layer of rubber into the casing material.
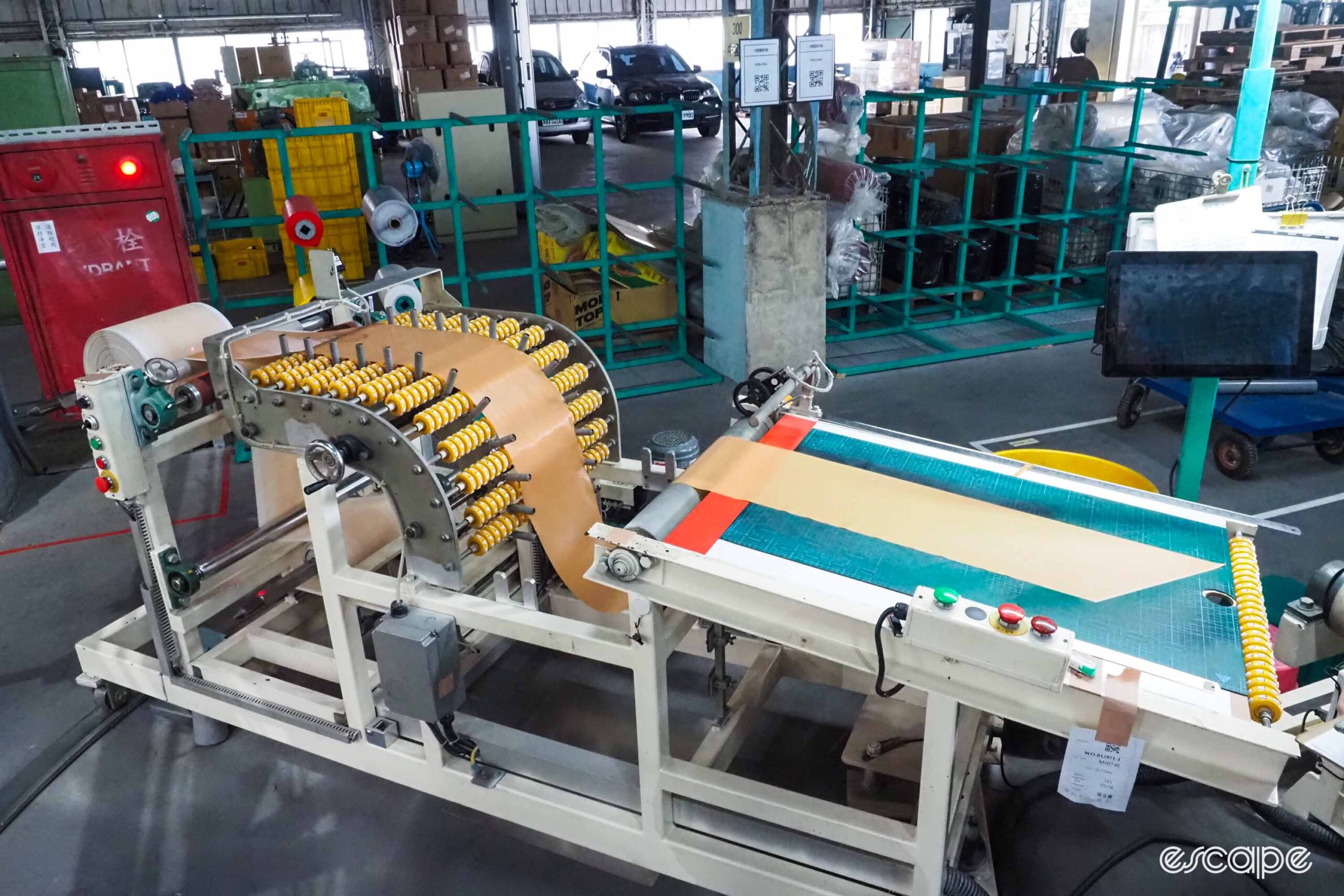
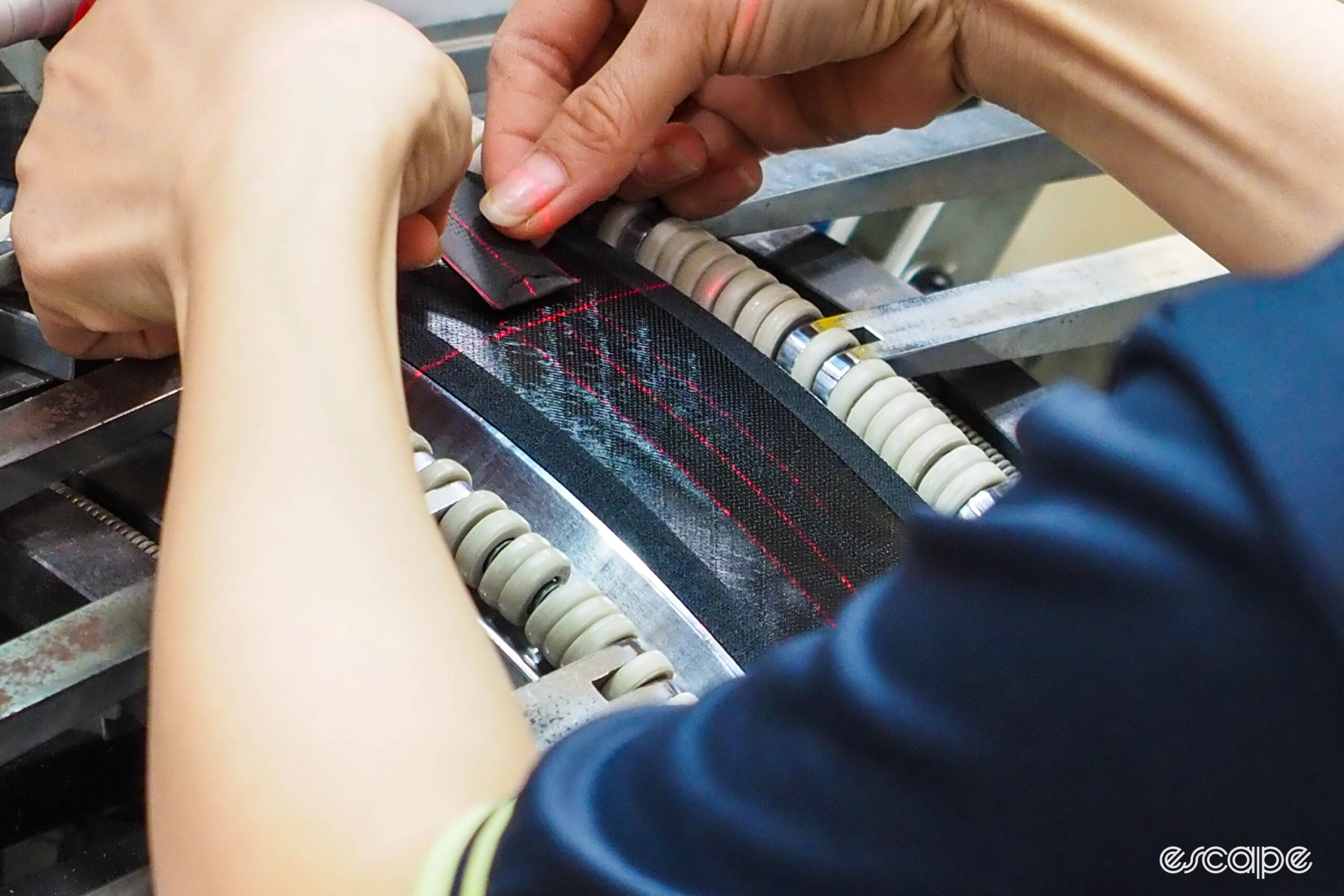
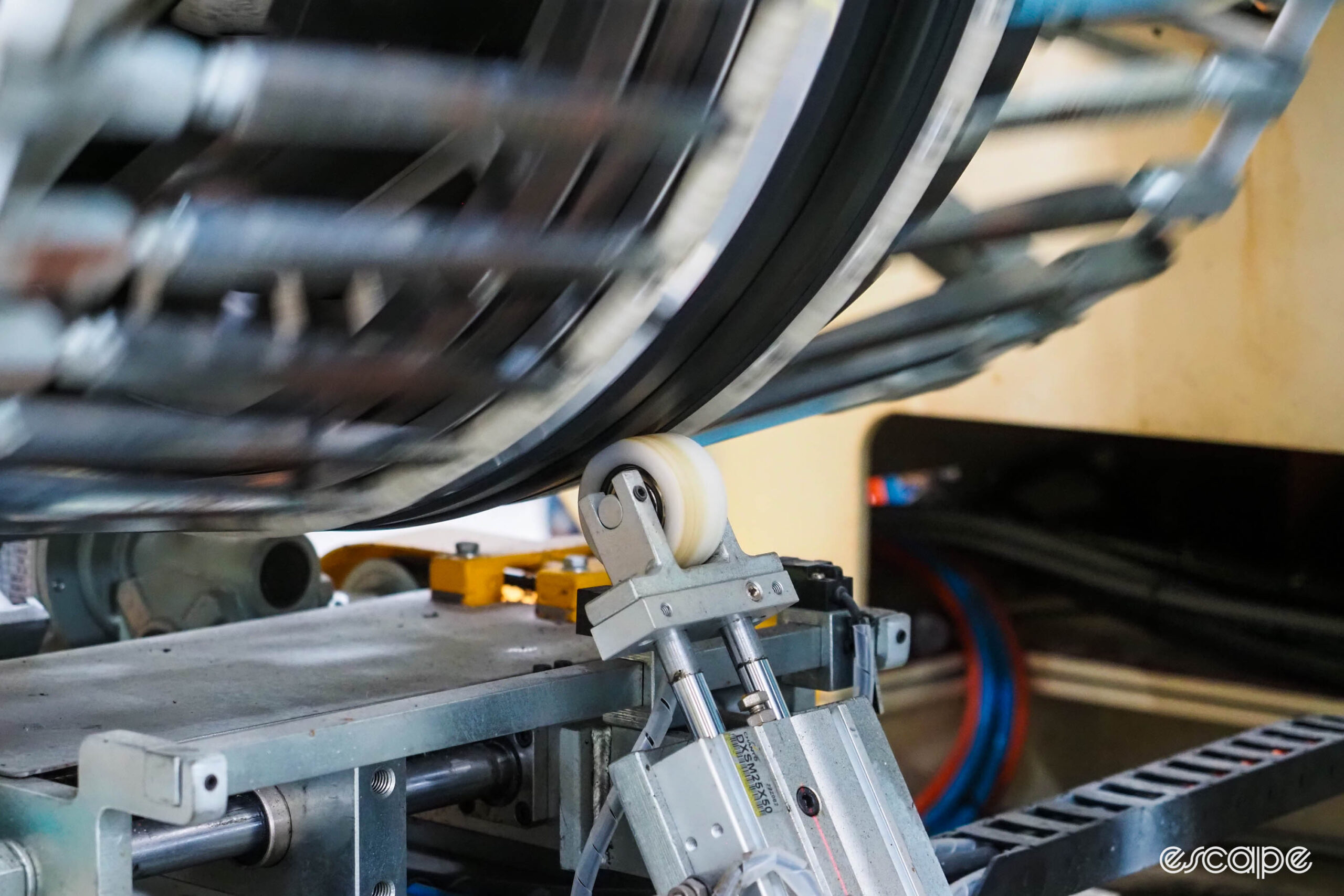
Fun fact: the calender rests on an earthquake-resistant concrete slab that’s 5 metres thick.Those blobs of rubber are fed into heated rollers …… and eventually fused with nylon fabric.Once the layers are fused together, they’re wound on to giant rolls with a backing layer in between to keep them from sticking together. Each roll comprises 300-600 m of fabric.That’d be 2,400 meters – more than 2 km! – of calendered casing fabric that had been produced so far in that batch.This machine can co-extrude up to three different rubber compounds into a single tread cap.The raw extruded tread caps are specific to different tire models.Much of the production process in making bicycle tires is devoted to making the various precursor components.Freshly extruded tread caps are run through a water bath to cool them down.Mountain bike tires obviously require a lot more rubber than road ones.Extruded rubber tread caps are overlaid with these backing sheets and wound into rolls so they’re easier to transport.The completed tire precursors are loaded up into a truck and transported to Goodyear’s other facility, located just a few minutes away.Pre-made casing material and tread caps are unloaded here and staged for the next steps.Taiwan is a tropical environment. Tire precursors are held in this climate-controlled staging area to keep them from getting too hot.This roll of casing material (destined to become tanwall tires) is unwound from the roll and fed through this machine …… where this blade eventually slices it into sections at an angle. Ever heard the term, “bias ply tires”? Well, this is where that comes from. Just like on carbon fiber frames, altering the fiber orientation of tire plies will change how a tire performs.Freshly cut tire ply sections are then joined together by hand …… and then rolled up again for transport to the next station.This ply is cut at a roughly 45° angle.Goodyear has a small army of tire building machines on the factory floor.This evil-looking thing is where a big part of the magic happens.Strips of tire casing are fed in from behind, and workers place them on the roller manually.The strips are cut to pre-set lengths depending on the tire model, but someone still has to ensure the ends line up correctly.Pre-made aramid beads await their turn to be incorporated into tire casings. Different aramid beads are used for different tire models.Cheaper tires still use steel beads.Whereas much of the tire process is done by human beings, the beads are loaded robotically to guarantee consistency.Beads are dropped into place …… and then the casing ends are folded over them.Anti-chafe layers are placed by hand, too.Tread rubber is also placed by hand.Once the tread rubber is placed, it’s compressed on to the casing by this roller.The all-important hot stamp! Lasers provide some visual guidance to assist throughout this production process.Job done! Well, sort of. This tire still isn’t quite usable.Every single tire is weighed when it comes off of the tire building machine.I was amazed to learn that every Goodyear tire is serialized with full traceability down to the workers, machines, raw materials, and weather conditions.These “green” tires are now ready for the vulcanization process, which has to happen within 24 hours.These look rather supple, no?At this stage, the tread caps mostly look the same since the patterns haven’t yet been molded in.Over on the other side of the factory floor is a large bank of vulcanization presses.Mold release is applied by hand to both the machine …… and the inside of the casing.These curing bladders are inflated internally using steam, holding the tire in place and pushing the casing and rubber out against the inside of the mold.Goodyear has a whole bunch of curing bladders on hand depending on what kind of tires are being produced in a particular run.“Green” tires are loaded on to the machine by hand.Once the tire is loaded, the heated press is lowered down.Baking time! Goodyear’s vulcanization presses are heated from both the inside and outside, and only press one tire at a time. Tires cook for 230 seconds for the shortest recipe, or up to 10 minutes for bigger mountain bike tires, both under about 13 kg of force.These tires are steaming hot when they come out of the press. Gloves are definitely required!Looking at these tire molds, it becomes a little more clear why it’s such a big deal to change a tire tread.Goodyear’s vulcanization presses are actually steam powered.Goodyear says that most of the steam is recirculated and reused, thus cutting down on energy consumption and costs.Complete tires are racked up next to a whole bunch of molds.Before (right) and after (left).Ready to roll!And then out the door they go.