Welcome to Escape Collective. Please select your language.
Please note that this is an automated translation and it will not be perfect. All articles have been written in English and if anything appears to not make sense, please double check in English.
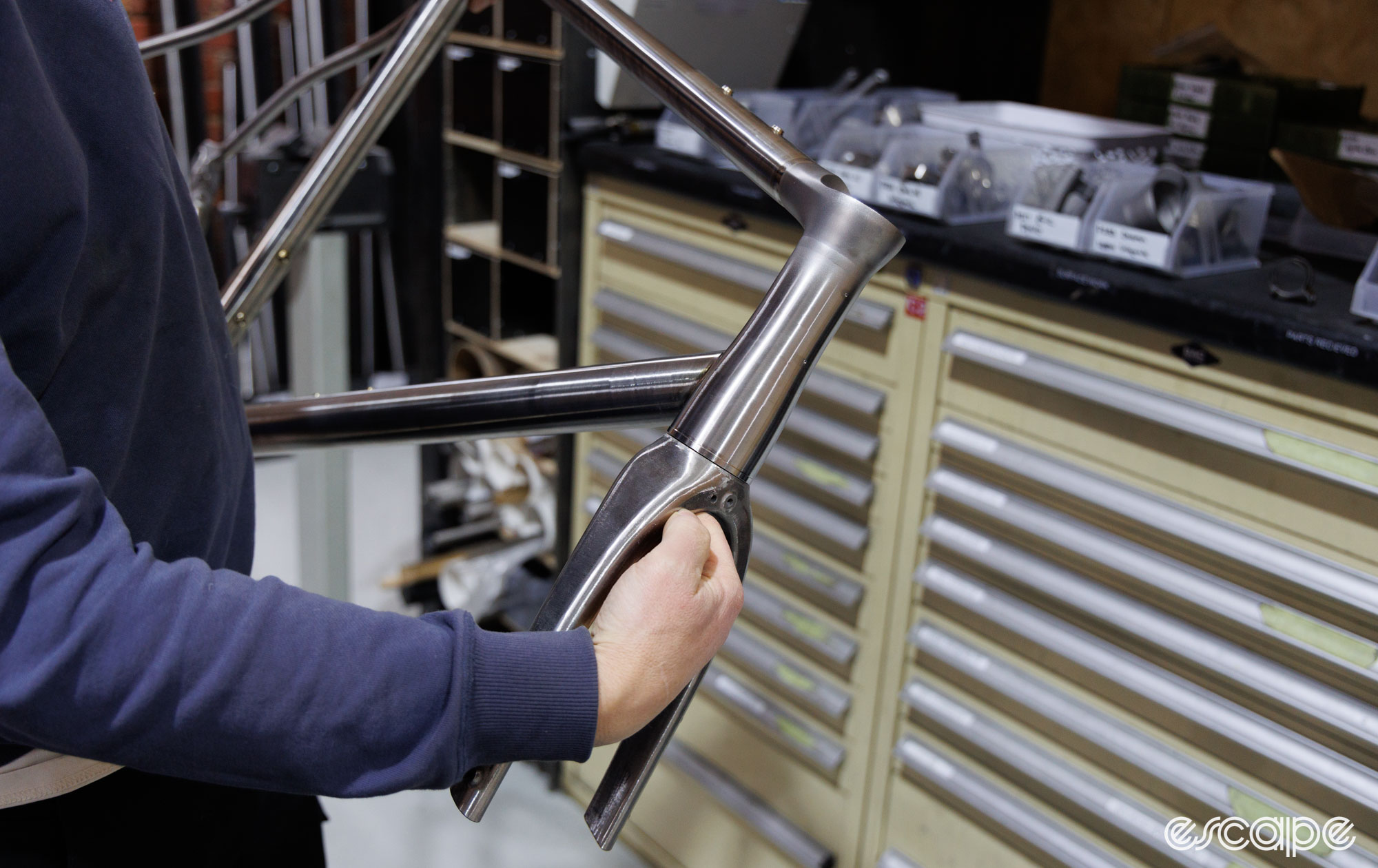
It’s a true treat to get a glimpse of the workspace and workflow of any framebuilder. It’s an even bigger treat when it’s a name like Prova Cycles, a boutique custom bike-maker out of Melbourne, Australia synonymous with advanced engineering, innovation, and meticulous fabrication.
Starting with custom steel bikes and now predominantly focussed on one-off titanium creations, Prova Cycles is still a relatively new name in the cycling world. Despite its short history, Prova was quick to have an impact by being one of the first builders to merge 3D-printed elements with welded tubes, achieve wide-tyre clearance in gravel with a dropped chainstay yoke, bring integrated carbon seat tubes within metal bikes back into vogue, and use a UDH on disc brake road bikes (starting three years ago).
With a background in automotive engineering, that innovation is consistently combined with incredible fabrication, an eye for detail, and some of the most beautiful finish work you'll ever see. Making it all the more impressive, Prova Cycles is a family business of just two, consisting of brother and sister Mark and Kelly Hester. However, there’s always more behind the scenes, and as you’ll learn, there’s an important cast of makers that help to make a Prova what it is.
I was given the full tour by Mark and Kelly the morning of the MADE Australia Bike Show so no gas was flowing through the welding torch, no prepreg was being laid into moulds, and just generally, no mess or noise was made. A special thank you to Andy White of Fyxo for providing a few action photos to fill in such gaps. And with that, hold that screen as if it were a coffee table book and join me for a few of the details and unique processes that merge together to make a Prova what it is.
Here's an example of the finished product (as captured at Spoken 2024), but let's see how it all comes to be.Prova Cycles previously shared a space with the likes of Bastion Cycles, VeloCraft (paint), Superbe Velo Service (mechanic) and RiderFit (bike fitting), however, that changed about two years ago with many of the businesses splitting away and moving into dedicated spaces. Keeping a low profile on the edge of an industrial area of Heidelberg Heights, there isn't much signage to Prova Cycles' space beyond the name on the door.The first thing you see when you enter the building. A dedicated fitting bike like this Retul is no small cost. When possible, Mark likes to do his own bike fits/sizing to ensure full confidence in the process of making a millimetre-perfect custom bike.With a customer's fitting data in hand, Mark then moves the process to Computer Aided Design (CAD). First is a 2D drawing (via BikeCAD) to keep things simple while confirming (and tweaking) fit dimensions and geometry with the customer or the organising shop/bike fitter. This happens three months out from delivery.Once those details are confirmed, Mark then moves the 2D drawing into 3D, with each bike getting its own unique file. Since the early days of Prova's inception, Mark has employed parametric CAD that allows all the parameters of his designs to automatically adjust to changes in geometry and tubing diameters. The use of parametric CAD among handmade bike builders is increasing, with the likes of Framework Bicycles, Sturdy Cycles, and Neuhaus Metal Works being a few others I'm aware of that have it integrated into their regular workflow.Those parametric CAD files also contain the individual 3D-printed parts that need to be manufactured. Changes made to the whole frame update these shapes which are then exported as separate CAD files for printing (which is outsourced). There's a huge amount of incredibly advanced and sophisticated engineering that helps to create efficiencies in all of Prova's production processes. Unfortunately I'm going to gloss over it to keep moving. Sorry nerds!Those parametric CAD designs then spit out a series of detailed numbers unique to Prova's own tooling and processes. Within this are exact tubing dimensions, tubing butting requirements, bend angles, tubing lengths, mitre requirements, the list goes on. This gets printed out and then sparks are ready to fly.The machine corner. All sorts of horizontal mills, sanders, and grinders set up with specialist jigs for cutting tubing and mitering ends.Plenty of ways to sand metal.And the many sanding belts to do it.One of the more specialist pieces used for mitering tubes.Meanwhile on the other side of the divide sits a series of 3D-printed parts that are at various stages of the process. Fresh from printing specialist RAM in New Zealand, these custom titanium prints are awaiting some time-intensive pre-assembly finish work. Note that the parts for each customer bike get individual tubs.The finish work involves a mix of hands-on labour and time in an abrasive rumbler. Plus cleaning. Lots of cleaning.Process notes are throughout the building. This whiteboard details the ideal abrasive material to run with what part and for how long. I'm told this took a lot of trial and error to figure out.Ready to rumble. Photo: Andy White / Fyxo.